Navenda Machining Profile CNC

Navenda Machining Profile CNC
CNC Drilling Machine
Taybetmendiyên makîneyê
series Bosm DCCNC makîneyên sondajê û birrînbi giranî ji bo sondajên bikêrhatî û lêdana perçeyên xebatê yên bi firehiya materyalê xêzkirî di nav rêza bi bandor de têne bikar anîn.Bi qul û qulika kor dikare li ser perçeyên yekane û materyalên pêkhatî were vedan.Pêvajoya makîneyê bi kontrolkerê CNC re, operasyon pir rehet e.Ew dikare otomasyon, rastbûna bilind, pir celeb û hilberîna girseyî pêk bîne.
Ji bo ku pêdiviyên pêvajoyê yên bikarhênerên cihêreng bicîh bîne, Pargîdaniya me cûrbecûr hilberên dawîn çêkiriye. Her weha dikare li gorî hewcedariyên rastîn ên bikarhêneran were sêwirandin û xweş kirin.
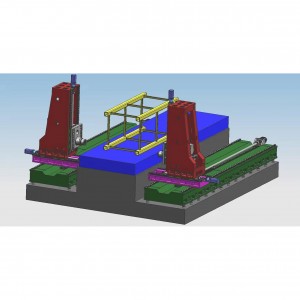
Structure Machine
Amûr bi giranî ji tabloya nivînê, ganteya mobîl, zincîra mobîl, serê hêza sondajê û rijandinê, cîhaza rûnê ya otomatîk û cîhaza parastinê, cîhaza sarbûna gerokê, pergala kontrola dîjîtal, pergala hîdrolîk, pergala elektrîkê, hwd pêk tê. Amûra makîneyê xwedî pozîsyona bilind e. rastbûn û rastbûna pozîsyona dubare.
1. Nivîn & maseya xebatê:
Nivîna makîneyê parçeyên strukturên pola yên wellandî ye, û çarçoveya sereke ji hêla parçeyên strukturên pola ve têne hilberandin.Piştî ku stresa navxweyî bi dermankirina germahiya pîrbûna sûnî ve tê rakirin, ew xwedan hişkiya dînamîk û statîk baş e û bê deformasyon e.Maseya xebatê ji hesin avêtin HT250 hatiye çêkirin.Ji bo maseya xebatê dikare were bikar anîngirtina perçeyên xebatê.Di heman demê de ew dikare bi pêlava pneumatîk ve were saz kirin, ku ji bo girtina perçeyên xebatê hêsantir û bileztir e.Kapasîteya hilgirtina herî zêde ya maseya xebatê 1 ton e.Aliyê çepê yê jorîn ê nivînê bi du cotên rêberiya xêzikî yên bi kapasîteya hilgirtina ultra-bilind ve û refika rastîn ve hatî saz kirin.Motora gantry ji hêla pergala servo AC û pergala rackê ve di rêça X de tê rêve kirin.Pêlên birêkûpêk li ser rûyê binê nivînê têne belav kirin, ku dikare bi hêsanî asta maseya nivînê rast bike.
2. Kevirê diherikin:
Gantrîka guhêzbar a bi strukturê hesinê avêtinê piştî rakirina stresa hundurîn bi dermankirina germahiya pîrbûna sûnî, bi hişkiya dînamîkî û statîk a baş û bê deformasyon tê hilanîn.Du cotên rêberê xêzkirî yên gerok ên bi kapasîteya hilgirtina ultra-bilind li pêş û aliyên jorîn ên gantrî têne saz kirin.Rêberek gerokek xêzkirî ya bi kapasîteya hilgirtina pir-bilind, komek çîpek topê ya rast û motorek servo li jorê têne saz kirin da ku pelika slide ya serê hêzê di rêça Y-tevgerê de bimeşîne.Serek hêza sondajê li ser plakaya slide ya serê hêzê tê saz kirin.Tevgera gantry ji hêla zivirîna gogê ya ku ji hêla motora servo ve bi navhevkirinê ve tê rêve kirin tê fêm kirin.
3. Zîndana tevgerê:
Zencîreya guhêzbar endamek avahiyek pola ye.Du cotên rêberê xêzkirî yên gerok ên bi kapasîteya hilgirtina pir-bilind, komek pêlava topê ya rast û motorek servo li ser zincîra hilkişînê têne saz kirin da ku serê hêza sondajê bişopîne da ku di rêça z-xebatê de bimeşe, ku dikare pêşkeftina bilez fam bike. bi pêş ve bixebite, bi paş ve bilezîne û serê hêzê rawestîne.Ew fonksiyonên şikandina çîpê otomatîk, rakirina çîpê û sekinandinê heye.
Motora servo-spindle ya taybetî ji bo serê hêza sondakirinê tê bikar anîn.Spindle ya rastîn a taybetî ji hêla kembera hevdemî ya diranî ve tê rêve kirin da ku guhartina leza bê gav bi frekansa guhêrbar were fêm kirin.Xwarin ji hêla motora servo û pêça topê ve tê rêve kirin.
Texneya y dikare bi nîv lûpa girtî ve were girêdan û kontrol kirin, ku dikare navberkirina xêz û dorpêve bike.Dawiya mîlê sereke er sondajê qulpêkirina qulika taper an qutkera mîzê ye, bi rastbûna bilindtir, birrîna leza bilind, fonksiyona guheztina amûrê pneumatîk, vebijarkî bi kovara amûrê tîpa hat, kapasîteya kovara amûrê heşt e, guheztina amûrê hêsantir e, dereceya bilind a otomatîkê. ya pêvajoya manual.
5. Amûra rûnê ya otomatîk û cîhaza parastinê:
Moşen bi amûra rûnê ya otomatîkî ve tê stend, ku dikare bixweber cotên tevgerê yên wekî rêça rêber, pêça pêşeng û refikê rûn bike.X-teq û Y-tevra amûra makîneyê bi qapaxa parastinê-delîlên tozê ve têne stendine, û pêlava şilandina avê li dora maseya xebatê tê saz kirin.
6. Pergala Kontrola KND:
6.1.Bi fonksiyona şikandina çîpê, dema şikandina çîpê û çerxa şikandina çîpê dikare li ser pêwendiya mirov-makîneyê were danîn.
6.2.Bifonksiyona hilgirtina amûrê, bilindahiya hilgirtina amûrê dikare li ser pêwendiya mirov-makîne were danîn.Dema ku bi vê bilindahiyê dikolin, bitikê birêkûpêk zû tê hildan li jora perçeya xebatê, dûv re çîp tê avêtin, û dûv re zû ber bi rûyê sondajê ve diçe û bixweber vediguhere pêşkeftina xebatê.
6.3.Qutiya kontrolê ya navendî ya navendî û yekîneya destan bi pergala CNC, pêwendiya USB û ekrana LCD-ê ve têne saz kirin.Ji bo hêsankirina bername, hilanîn, pêşandan û ragihandinê, navbera operasyonê fonksiyonên diyaloga mirov-makîne, tezmînata xeletiyê û alarma otomatîkî heye.
6.4.Amûra fonksiyona pêşdîtin û ji nû ve kontrolkirina pozîsyona qulikê berî makînekirinê heye, ji ber vê yekê operasyon pir rehet e.
Specification
| Cins | BOSM-DC60050 | |
| Max.mezinahiya workpiece | Dirêjî × firehî (mm) | 2600×500 |
| Serê hêza sondajê ya Ram Vertical | Hejmar (parçe) | 1 |
| Spîndle taper hole | BT40 | |
| Dirêjahiya sondajê (mm) | Φ2-Φ26 | |
| Leza spindle (R / min) | 30~3000 | |
| Hêza spindle (kw) | 15 | |
| Dûrahiya di navbera poz û maseya xebatê de (mm) | 150-650 mm | |
| X-ax (rêwîtiya paşîn) | Lêdana herî zêde (mm) | 500 |
| Leza tevgerê ya X-ê (M / min) | 0~9 | |
| Hêza motora servo ya X-axis (kw) | 2.4*1 | |
| Tehna Y (tevgera dirêjî ya stûnê) | Lêdana herî zêde (mm) | 2600 |
| Leza tevgerê ya Y-xebatê (M / min) | 0~9 | |
| Hêza motora servo ya y-axis (kw) | 2.4*1 | |
| Axe Z (Tevgera xwarina ramê ya vertîkal) | Lêdana herî zêde (mm) | 500 |
| Leza tevgerê ya teşeya Z (M / min) | 0~8 | |
| Hêza motora servo ya axis-Z (kw) | 1 × 2,4 bi şikand | |
| Mezinahiya makîneyê | Dirêjî × firehî × bilindî (mm) | 5400×2180×2800 |
| Rastbûna pozîsyonê | X/Y/Z | ± 0,05/300mm |
| Positionkirina rastbûna dubare | X/Y/Z | ± 0,025/300mm |
| giraniya giştî (t) | 4.5 | |
Kontrola Kalîteyê
Her makîneyek bi navbeynkarek lazerê ya ji pargîdaniya Keyaniya Yekbûyî RENISHAW ve hatî kalibrkirin, ku xeletiyên pişikê, paşverû, rastbûna pozîsyonê, û rastbûna pozîsyona dubare teftîş dike û telafî dike da ku dînamîk, aramiya statîk, û rastbûna pêvajoyê misoger bike..Testa barika topê Her makîneyek ceribandinek barika topê ya ji pargîdaniya Brîtanî RENISHAW bikar tîne da ku rastbûna rastbûna dora û rastbûna geometrîkî ya makîneyê rast bike, û di heman demê de ceribandinên qutkirina dorhêlî bike da ku rastbûna makîneya 3D û rastbûna dora makîneyê misoger bike.

hawîrdora karanîna amûra makîneyê
1.1 Pêdiviyên hawirdorê yên amûran
Parastina astek domdar a germahiya hawîrdorê ji bo makînasyona rasteqîn faktorek bingehîn e.
(1) Germahiya hawîrdorê ya berdest -10 ℃ ~ 35 ℃ e.Dema ku germahiya hawîrdorê 20 ℃ be, divê nembûn ji% 40 ~ 75% be.
(2) Ji bo ku rastbûna statîk a amûra makîneyê di nav rêza diyarkirî de bimîne, germahiya hawîrdorê ya çêtirîn pêdivî ye ku ji 15 ° C heta 25 ° C bi cûdahiyek germahiyê be.
Divê ew ji ± 2 ℃ / 24h derbas nebe.
1.2 Voltaya dabînkirina hêzê: 3-qonax, 380V, guheztina voltajê di nav ± 10%, frekansa dabînkirina hêzê: 50HZ.
1.3 Ger voltaja li devera karanîna ne aram be, pêdivî ye ku amûra makîneyê bi dabînkirina hêzê ya birêkûpêk ve were saz kirin da ku xebata normal ya amûra makîneyê misoger bike.
1.4.Pêdivî ye ku amûra makîneyê xwedan zemînek pêbawer be: têla zemîn têla sifir e, pîvana têlê divê ji 10 mm² kêmtir nebe, û berxwedana zevî ji 4 ohms kêmtir be.
1.5 Ji bo misogerkirina performansa xebata normal a amûrê, heke hewaya pêçandî ya çavkaniya hewayê nekare hewcedariyên çavkaniya hewayê bicîh bîne, divê komek amûrên paqijkirina çavkaniya hewayê (hilweşîn, rûnkirin, fîlterkirin) berî ku were zêde kirin. girtina hewayê ya makîneyê.
1.6.Pêdivî ye ku amûr ji tîrêja tavê ya rasterast, lerzîn û çavkaniyên germê, û ji jeneratorên frekansa bilind, makîneyên weldingê yên elektrîkî, hwd. dûr were girtin, da ku ji têkçûna hilberîna makîneyê an windabûna rastbûna makîneyê dûr nekevin.
Berî & Piştî Xizmetê
1) Beriya Xizmetê
Bi lêkolîna daxwaz û agahdariya pêwîst ji xerîdaran û paşê vegerandina ji endezyarên me re, tîmê Teknîkî ya Bossman berpirsiyar e danûstendina teknîkî ya bi xerîdaran re û amadekirina çareseriyan, arîkariya xerîdar di hilbijartina çareseriya makîneya guncan û makîneyên maqûl de.
2)Piştî xizmetê
A. Makîneya ku bi salek garantiyek heye û ji bo lênêrîna jiyanê-dirêj tê dayîn.
B. Di heyama garantiya yek-salî de piştî ku makîne gihîşt bendera meqsedê, BOSSMAN dê karûbarên lênihêrînê belaş û biwext peyda bike ji bo xeletiyên cihêreng ên ne-mirovan ên li ser makîneyê, û di wextê xwe de hemî cûrbecûr parçeyên zirarê yên ne-mirovî belaş biguhezîne. bi berdêl .Kêmasiyên ku di heyama garantiyê de diqewimin dê bi berdêlên guncan werin tamîr kirin.
C. Piştgiriya teknîkî di 24 demjimêran de serhêl, TM, Skype, E-name, çareserkirina pirsên têkildar di wextê de.heke neyê çareser kirin, BOSSMAN dê tavilê saz bike ku endezyarê piştî firotanê ji bo tamîrkirinê bigihîje cîhê, kiryar pêdivî ye ku ji bo VISA, bilêtên balafiran û rûniştinê bide.
Malpera Mişterî