






CNC Double Spindle Turning Center 150MS Series






Veavakirina Hilberê
Derbaskirin
1. Amûra spindleya elektrîkê ya hevdem a ajokera rasterast bipejirînin: Rastiya cîhê şîfrekera zêde ya zengila magnetîkî (sînûs û kosînûs): 20 saniyeyên arkê, rastbûna nîşankirina axis C: 40 çirkeyên arkê. ① Bi bandor lerizîna spindle ji holê rakin, û rastbûna guheztina pozê di nav 0.002MM de ye. Pêvajoya rûkalê ya perçeya xebatê baştir bikin, ② rotorek paşîn-siwarkirî bipejirînin, ku sazkirin û lênihêrînê zûtir dike, ③ motora spindle bi pergalek sarkirinê ve tête stendin da ku bandora jicîhûwarkirina termal bitepisîne û germahiya xebitandinê ya domdar a spindle misoger bike. Pergala spindle di ceribandina hevsengiya dînamîkî ya hişk de derbas bûye. Ragirtina rastbûna wê ya baş, serhişkiya bilind û karbidestiya bilind dihêle ku tevahiya makîneyê ne tenê qedandinê biqedîne, lê di heman demê de ji bo bikarhêneran makînasyona hişk û birrîna giran jî pêk tîne. Ew bi taybetî ji bo hilberîna girseyî ya şeklên tevlihev û nermbûna bilind maqûl e. mal.
2. Tûreya hêza servo ya sêwirana yekbûyî ya hişk. Ew ji performansa guheztina amûra bilez û rast a servo turret re dibe alîkar, û gava ku bi darêtina hêzê ya eksê hêzek bilez ve were girêdan, ew kapasîteyên pêvajoyek hevgirtî yên zivirandin û rijandin bi dest dixe. Xwediyê amûrê bi navgînek sazkirinê ya BMT-ê ya hişk-hişkî ve hatî saz kirin, û mîlî veguheztina hêzê ji hêla motorek spindle ya servo ve tê rêve kirin.
3. Amûra makîneyê bi rêgezên rêberiya xêzkirî û pêlên topên erdê yên rastîn ve tête çêkirin ku rast û durustiya çêtirîn peyda bike. Her axek avahiyek eksê veguheztinê ya rasterast û rêbazek pêş-rele ya du-ankerê dipejirîne, ku dikare mîqdara veguheztina termal kêm bike û rastbûna pêvajoyê bi girîngî baştir bike. Dema ku makîneyê di bin bandorê de ye, tîrêjên bilind-hişk, mezin, giran, rastbûna bêkêmasî diparêzin, û jicîhûwarkirin nerm û dengek kêm e, ku dikare jiyana karûbarê dirêj bike.
4. Vê makîneyê pergala hîdrolîk û rûnê ya bêkêmasî ya bikarhêneran peyda dike, pompeyên hîdrolîk-kalîteyê, valvesên hîdrolîk û pêkhateyên din bikar tîne da ku rêjeya têkçûnê pir kêm bike. Pergalên hîdrolîk û lubrîkasyonê ji bo hêsan û pêbawer têne çêkirin. Amûra makîneyê lubrîkasyona otomatîkî ya navendîkirî qebûl dike.
5. Ew silindirê zivirî yê Taywanê û amûrê rakirina çîpê otomatîkî ya vebijarkî qebûl dike. Vebijark li rêza paşîn û rêza alî têne dabeş kirin, ku dikare giraniya keda operatorê pir kêm bike û hilberîna ewledar û bikêr bi dest bixe. Hêmanên fonksiyonel ên jorîn hemî dikarin ji bo kontrolkirinê werin bernamekirin, û bi veqetandina rûn-ava û amûrên fîlterkirina birrîna hesin têne sêwirandin. Di heman demê de, cûrbecûr alavên taybetî dikarin li gorî hewcedariyên taybetî yên bikarhêneran werin sêwirandin û saz kirin.
Taybetmendiyên Teknîkî
| Item Model | Nav | Yekbûn | 150MSY-II | 150MSY-III | 150MS-II | 150MS-III |
| Gerrîn | Max. diameter rotation nivînan | mm | Ф380 | Ф380 | Ф380 | Ф380 |
| Max. diameter processing | mm | Ф100 | Ф100 | Ф100 | Ф100 | |
| Max. diameter processing li ser hêlînê tool | mm | Ф160 | Ф160 | Ф160 | Ф160 | |
| Max. dirêjahiya pêvajoyê | mm | 150 | 150 | 150 | 150 | |
| Spindle Gûndir Chuck | Spîndle pozê | / | A2-5 | A2-5 | A2-5 | A2-5 |
| Max.leza spindle | mm | 5500 | 5500 | 5500 | 5500 | |
| Silindirê hîdrolîk/collet Silindirê hîdrolîk / Chuck | rpm | 6" | 6" | 6" | 6" | |
| Pîvana qulikê Dirêjiya qulikê | kw | Ф56 | Ф56 | Ф56 | Ф56 | |
| Max.bar hole diameter ji spindle Bar diameter | Nm | Ф45 | Ф45 | Ф45 | Ф45 | |
| Hêza motora Spindle | / | 17.5 | 17.5 | 17.5 | 17.5 | |
| Hêza motora Spindle |
| 62-125 | 62-125 | 62-125 | 62-125 | |
| Sub-spindle Chuck | Pozê Sub-spindle | / | A2-4 | A2-4 | A2-4 | A2-4 |
| Max.leza sub-spindle | mm | 6000 | 6000 | 6000 | 6000 | |
| Silindirê hîdrolîk/kolet H | rpm | 5" | 5" | 5" | 5" | |
| Sub-spindle bi diameter hole | Nm | Ф46 | Ф46 | Ф46 | Ф46 | |
| Max.bar hole diameter sub-spindle | kw | Ф32 | Ф32 | Ф32 | Ф32 | |
| Hêza spindle ya elektrîkê ya rasterast | / | 11 | 11 | 11 | 11 | |
| Torque motora ajokera rasterast a Spindle |
| 27-66 | 27-66 | 27-66 | 27-66 | |
| X1 / Z1 / Y / X2 / Z2 eksê parametre feed | Hêza motora X1/Z1/Y | kw | 1.8/1.2/1.2 | 1.8/1.2/1.2 | 1.8/1.2 | 1.8/1.2 |
| Hêza motora X2 / Z2 | mm | 1.2/1.2 | 1.2/1.2 | 1.2/1.2 | 1.2/1.2 | |
| Rêwîtiya eksê X1/Z1 | mm | 135/370 | 135/370 | 135/370 | 135/370 | |
| Rêwîtiya eksê X2/Z2 | mm/min | 215/400 | 215/400 | 215/400 | 215/400 | |
| X/Z//Y/S eksena bi lez | mm | 30/30/6/30 | 30/30/6/30 | 30/30/30 | 30/30/30 | |
| X1/Z1 cureyê rêhesinê slide | mm | Roller35/35 | Roller35/35 | Roller35/35 | Roller35/35 | |
| X2/Z2 cureyê rêhesinê slide | mm | Roller30/30 | Roller30/30 | Roller30/30 | Roller30/30 | |
| Servo ajotinê Parametreyên Cutter | Cureyê Turret | pcs | BMT45-12T | BMT45-12T | BMT45-12T | BMT45-12T |
| Hêza turret hêza | Kw/Nm | 2.2/26Nm | 2.2/26Nm | 2.2/26Nm | 2.2/26Nm | |
| rêwîtiya eksê Y | mm | 80(±40) | 80(±40) |
| 6000 ER20 | |
| Max.leza xwedan amûrê ajotinê | rpm | 6000 ER20 | 6000 ER20 | 6000 ER20 | 20x20 | |
| Taybetmendiyên xwedan amûra pîvana derveyî | mm | 20x20 | 20x20 | 20x20 | Ф32 | |
| Taybetmendiyên xwedan amûra pîvana hundurîn | mm | Ф32 | Ф32 | Ф32 | 0.15 | |
| Dema guhertina amûra cîran | sec | 0.15 | 0.15 | 0.15 | BMT40-8T | |
| Hêza servo Parametreyên Turret | Cureyê turret Power | / | NC8T | BMT40-8T | NC8T | 2.2/26Nm |
| Taybetmendiyên xwedan amûra pîvana derve | mm | 25x25 | 20x20 | 25x25 | 6000 ER20 | |
| Taybetmendiyên xwedan amûra pîvana hundurîn | mm | Ф32 | Ф32 | Ф32 | 20x20 | |
| Dema guhertina amûra cîran | sec | 0.15 | 0.15 | 0.15 | Ф25 | |
| Dimensions | Qada dagirkirî Nêzîkî. | mm | 2.2x2.1x1.7 | 2.2x2.1x1.7 | 2.2x2.1x1.7 | 0.15 |
| Giraniya makîneyê Nêzîkî. | kg | 3500 | 3500 | 3200 | 2.2x2.1x1.7 | |
| Yên din | Birîna qebareya tankê ya şilavê | L | 180 | 180 | 180 | 3500 |
| volume box yekîneya hîdrolîk | L | 40 | 40 | 40 | 180 | |
| Hêza motora pompeya rûnê hîdrolîk | kw | 1.5 | 1.5 | 1.5 | 40 | |
| Volume tank petrolê lubricating | L | 2 | 2 | 2 | 1.5 | |
| Hêza motora pompeya rûnê ya otomatîkî | W | 50 | 50 | 50 | 2 | |
| Hêza pompeya avê ya sarkirinê | W | 750 | 750 | 750 | 50 |
Taybetmendiyên Veavakirinê
HêsantirTo Use And MmadenîPhêzdar
● Sêwirana bi tevahî nûvekirî
● Bi i HMI ve girêdayî ye
● Bi teknolojiya CNC û servo ya herî dawî ya FANUC-ê ve girêdayî ye
● Bi fonksiyonên kesane standardkirî
●kapasîteya bîra berfireh
SivikîOf Use
Bi navgîniya lênihêrîna pêşîlêgirtinê pêşî li hilweşandina makîneyê ya ji nişka ve bigirin
● Fonksiyonên pêşbînkirina xeletiya dewlemend
Cihê xeletiyê bi hêsanî bibînin û dema vegerandinê kurt bikin
●Fonksiyonên teşhîs/parastinê
Performansa pêvajoyê ya bilind
Kurt kirinCycleTime
● Teknolojiya pêvajoyê ya bilind-bandor
Pêvajoya kalîteya bilind bigihîjin
Teknolojiya pêvajoyek baş a rûyê rûyê
●Fonksiyon teşhîs / lênêrînê
BilindOperationRxwar
Her gav operasyonên cihêreng ên li cîhê pêvajoyê piştgirî bikin
●FANÛC
PersonalizedScreenIs EasierTo Use
● Fonksiyona kesane ya standardkirî
Înîsiyatîfa di warê IoT de
●Piştgirî ji bo cûrbecûr torên li ser malperê

THKBgiştSbirîvebir
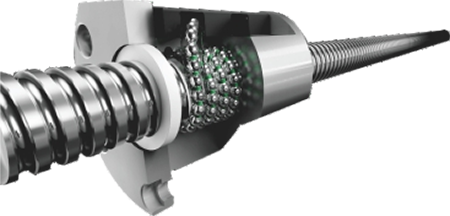
· Pola C3, bi karanîna pêça topê ya rast-bilind, bi pêş-barkirina gwîzê û dermankirina pêş-tengkirinê ya pêçayî da ku pêşî li paşvekêşana û dirêjbûna bilindbûna germahiyê ji holê rabike, pozîsyona hêja û rastbûna dubarebûnê nîşan dide.
·Ajoka rasterast a motora servo ku xeletiya paşverû kêm bike.
THKRollerLinearGuide

· Pola P-ya hişkbûna ultra-bilind pola rastbûna SRG, rêberiya xêzkirî paqijiya sifir, qutkirina kemerê, qutkirina belek, tevna rûvî bi rengek yekreng e. Minasib ji bo xebata bilez a bilind, hêza hespê ajotinê ya ku ji bo amûrên makîneyê hewce dike pir kêm dike.
· Li şûna hilkişînê gêr kirin, windabûna kêşa piçûk, bersiva hesas, rastbûna pozîsyona bilind. Ew dikare di heman demê de barkê di rêça tevgerê de hilgire, û rûbera pêwendiya rêyê hîn di dema barkirinê de di têkiliya pir-xal de ye, û hişkiya birrîna wê kêm nebe.
· Civîna hêsan, guhezbariya bihêz, û avahiya lubricasyonê ya hêsan; mîqdara cilê pir piçûk e û jiyana karûbarê dirêj e.
SKFBguh/OilingMachine


· Lubricatorê otomatîkî hewcedariyên serîlêdanên cihêreng, ji bo şert û mercên xebatê yên cihêreng, hilberên pêbawer, karanîna maqûl peyda dike.
· Di germahiya bilind, lerzînek xurt û hawîrdora xeternak de hewcedariyên rûnê hilgirtinê bicîh bînin.
Her xala lubrîkasyonê ji bo kontrolkirina mîqdara lubrîkasyonê belavkerek rêjeyî ya volumetric bikar tîne, û makîneyê dikare ji hêla PLC ve were kontrol kirin da ku neftê rast peyda bike.





