






BOSM -4014 Mixalefet-Serê Boring Milling Machine
1. Bikaranîna makîneyê:
BOSM- 6000* 1000 tîrêjê sabît CNC gantry du-stûnên serê-bi-serî û kerpîçan amûrek makîneyek taybetî ye ku ji bo hilberandina çek / çîpên kolandinê. Pîvan, dikare pêvajoyek bilez a perçeya xebatê fêhm bike, perçeya xebatê dikare di nav rêza lêdana bi bandor de were kolandin, rijandin û bêhêz kirin, perçeya xebatê dikare di yek carî de li cîh were hilanîn (ne hewceyî girtina duyemîn), leza barkirin û barkirinê zû ye, leza pozîsyonê zû ye, û rastbûna pêvajoyê bilind e. Berbiçavkirina pêvajoyê ya bilind, bilind.
2.Makîne awayîtaybetmendiyên:
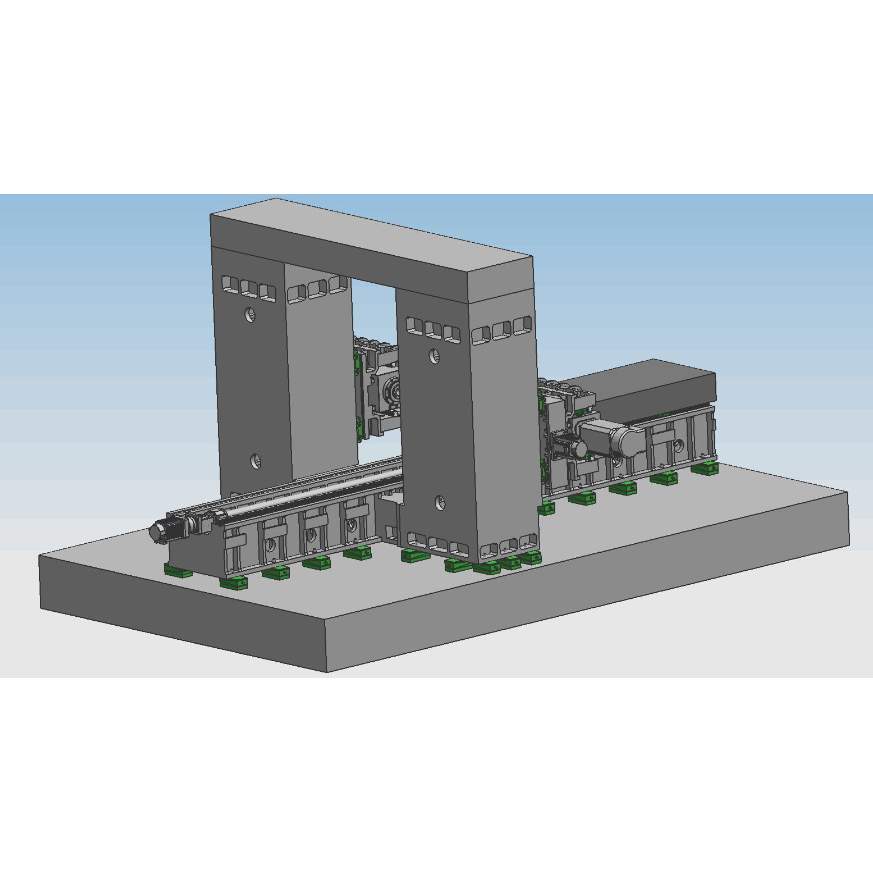
Pêkhateyên sereke yên amûra makîneyê: nivîn, rûngeha xebatê, stûnên çep û rast, tîrêj, tîrêjên girêdanê yên gantrî, çîp, beran, û hwd., Parçeyên mezin ji qalibkirina qûmê rezînê, avêtina hesinê gewr-kalîteya bilind 250, di germê de têne çêkirin. çala qûmê → pîrbûna vibrasyonê → dermankirina germahiyê Pêkhatina firnê→ pîrbûna vibrasyonê→ makînasyona hişk → pîrbûna vibrasyonê→ pîvazkirina firna germ→ pîrbûna vibrasyonê→ qedandin, bi tevahî stresa neyînî ya parçeyan ji holê rabike, û performansa parçeyan aram bihêle. Nivîna sabît, stûnên çep û rast, gantrî, û maseya xebatê dimeşin; Fonksiyonên wê yên rijandin, borandin, sondajê, berjêrkirin, lêdan û hwd hene. Rêbaza sarkirina amûrê sarbûna derve ye. Amûra makîneyê 5 axên xwarinê dihewîne, ku dikarin girêdana 4-texîn û yek-çalakiya 5-xebatê pêk bînin. 2 serikên hêzê hene. Eksena amûra makîneyê û serê hêzê di wêneya jêrîn de hatine nîşandan.X


2.1.Struktura sereke ya beşa xwarinê veguhestina axial
2.1.1.X-ax:Maseya xebatê li kêleka rêça rêberî ya nivîna sabît beralî dibe.
X 1- ajokera eksê: motora servo ya AC plus kêmkerê gerestêrkê ya rast-bilind ji hêla pêça topê ve tê rêve kirin da ku tevgera maseya xebatê bimeşîne da ku tevgera xêzikî ya X-xebatê pêk bîne.
Forma rêhesinê rênîşander: du rêçên rêwerzên rêgez ên rast-bilind deynin.
2.1.2 Axe Z1:Serê hêzê û zincîrek li aliyê pêşiyê yê stûnê verastal têne saz kirin, û li ser rêça rêberiya stûnê ber bi jor û jêr ve vedigerin.
Veguheztina axis-Z1: motora servo ya AC û çerxa hevdemî ji bo ajotina pêça topê têne bikar anîn da ku zincîreyê bişopîne da ku tevgera xêzikî ya axa Z-yê rast bike.
2.1.3 Axe Z2:Serê hêzê û zincîrek li aliyê pêşiyê yê stûnê verastal têne saz kirin, û li ser rêça rêberiya stûnê ber bi jor û jêr ve vedigerin.
Veguheztina axis-Z2: motora servo ya AC û çerxa hevdemî ji bo ajotina pêça topê têne bikar anîn da ku zincîreyê bişopîne da ku tevgera xêzek axê ya Z-yê bicîh bîne.
2.1.4 Axe Y1:Serê elektrîkê li milê pêşîn ê stûna rastê verastîkî ve hatî saz kirin, û li ser rêça rêberiya stûnê çep û rast vedigere.
Veguheztina axis-Y1: motora servo ya AC plus kêmkerê gerstêrk-ya rast-bilind tê bikar anîn da ku ramûzê di nav pêça topê de bimeşîne da ku tevgera xêzikî ya eksê Y1-yê fêm bike.
2.1.5 Axe Y2:Zencîreya serê hêzê bi rengek vertîkal li eniya pêş a stûna rastê hatî saz kirin, û li ser rêça rêberiya stûnê çep û rast vedigere.
Veguheztina axis-Y2: motora servo ya AC plus kêmkera gerstêrkê ya rast-bilind tê bikar anîn da ku ramûzê di nav pêça topê de bimeşîne da ku tevgera xêzikî ya axeya Y2-ê pêk bîne.
2.2.Arasteya tevgerê ya serê hêza sondajê û rijandinê (di nav de serê hêzê 1 û 2 jî tê de) avahiyek ramê çargoşe qebûl dike, rêbaza rêhesinê ya hevgirtî ya herî pêşkeftî ya têl-zehmet, rêça hişk ji hêla piştgiriyek bihêz ve hatî dorpêç kirin, 4 rêça rêberiya hêlînê ya xêzkirî. cot têne rêve kirin, û ajoker motora servo ya AC-ê dipejirîne Kembera hevdem (i=2) û veguheztina pêça topê ya rastîn, serê hêzê motora servo dipejirîne ku di nav kembera hevdem û çerxa hevdemî de hêdî bibe, ku ji hêla rastdariya giran ve tê rêve kirin. cotê rêhesinê rêber dike, û pêça topê ya vertîkal dizivire, fêhm dike ku serê hêzê bizava vertîkal jor û berjêr bike, û bi bara hevsengiya nîtrojenê ve tê dabîn kirin da ku kapasîteya hilgirtina serê makîneyê li ser kulm û motora servo kêm bike. Motora Z-axis fonksiyonek frenê ya otomatîkî heye. Di rewşa têkçûna hêzê de, frena otomatîkî dê mîlî motorê hişk bigire. , da ku ew nikaribe bizivire. Dema ku dixebitin, gava ku bitikê darê dest nede perçeya xebatê, ew ê zû bi zû xwar bike; gava ku biteqê biteqe li ser perçeya xebatê, ew ê bixweber veguherîne xwarina xebatê. Dema ku bit drill têkeve perçeyê xebatê, ew ê bixweber veguherîne paşvekêşana bilez; gava ku dawiya qulikê ji perçeya xebatê derkeve û bigihîje pozîsyona sazkirî, maseya xebatê dê berbi pozîsyona qulikê ya din ve biçe da ku gerîdeya otomatîkî pêk bîne. Serê hêzê tevheviya têl û rêwîtiya hişk qebûl dike, ku ne tenê leza xebitandinê ya amûrê piştrast dike, lê di heman demê de hişkiya amûrê jî pir zêde dike. Û ew dikare fonksiyonên kolandina qulika kor, rijandin, şilkirin, şikandina çîpê, rakirina çîpê otomatîk, hwd., ku hilberîna kedê çêtir dike, fêm bike.

(serê hêza çepê)
2.3. Çip rakirin û sarkirin
Li her du aliyan veguhêzên çîpên zincîra spiral û darûz hene ku li binê kargehê hatine saz kirin, û çîp dikarin bixweber di dawiyê de bi navgîniya du qonaxên plakên spiral û zincîreyê ve werin avêtin da ku hilberîna şaristanî pêk bînin. Di tanka sarkerê ya çîpê veguhezkarê de pompek sarbûnê heye, ku dikare ji bo sarbûna derveyî ya amûrê were bikar anîn da ku performansa sondajê û jiyana karûbarê dravê misoger bike, û sarker dikare were vegerandin.
3.Pergala kontrola hejmarî ya tevahî dîjîtal:
3.1.Bi fonksiyona şikandina çîpê, dema şikandina çîpê û çerxa şikandina çîpê dikare li ser pêwendiya mirov-makîneyê were danîn.
3.2.Bi fonksiyona hilkirina amûrê re, bilindahiya hilkirina amûrê dikare li ser pêwendiya mirov-makîne were danîn. Dema ku sondajê digihîje vê bilindahiyê, bitikê bi lez berbi jora perçeya xebatê ve tê hildan, û dûv re çîp têne avêtin, û dûv re bi lez ber bi rûyê sondajê ve têne şandin û bixweber vediguhere kar.
3.3.Qutiya kontrolkirina xebata navendî û yekîneya destan pergala kontrola jimareyî dipejirînin û bi navbeynkariya USB û dîmendera krîstalê ya LCD-ê ve têne stendine. Ji bo hêsankirina bername, hilanîn, pêşandan û ragihandinê, navbera operasyonê fonksiyonên wekî diyaloga mirov-makîne, tezmînata xeletiyê, û alarma otomatîkî heye.
3.4.Amûr xwedan fonksiyona pêşdîtin û ji nû ve vekolîna pozîsyona qulikê berî pêvajoyê ye, û operasyon pir rehet e.
4. Lubrication otomatîk
Cotên rêhesinê yên rêwerzên rêgezên rêgez ên rastîn ên amûra makîneyê, cotên pêlên topê yên rast û cotên din ên tevgerê yên rast-bilind bi pergalên lubrîkasyonê yên otomatîkî ve têne saz kirin. Pompeya rûnê ya otomatîkî rûnê zextê derdixe, û jûreya rûnê rûnê rûnê mîqdar dikeve nav rûnê. Piştî ku odeya rûnê bi rûnê tije dibe, dema ku zexta pergalê digihîje 1.4-1.75Mpa, guheztina zextê ya di pergalê de girtî ye, pomp disekine, û valahiya dakêşanê di heman demê de bar dike. Dema ku tansiyona rûnê di rê de ji 0,2Mpa dakeve, lubrîkatorê mîqdar dest bi dagirtina xala rûnê dike û dagirtina rûnek tijî dike. Ji ber peydakirina neftê ya rast a derziyê rûnê mîqdar û tespîtkirina zexta pergalê, dabînkirina neftê pêbawer e, pê ewle dike ku li ser rûyê her cotek kinematic fîlimek rûnê heye, xitimandin û cilê kêm dike, û pêşî li zirarê digire. avahiya navxweyî ji ber germbûna zêde. , ji bo rastbûn û jiyana amûra makîneyê misoger bike. Li beramberî cotê rêhesina rêberî ya xêzkirî, cotê rêhesina rêberiya xêzkirî ya ku di vê amûra makîneyê de tê bikar anîn rêzek avantajên xwe hene:
① Hesasiya tevgerê zêde ye, hevsengiya kêşanê ya rêça rêberiya gerok piçûk e, tenê 0.0025 ~ 0.01 e, û hêza ajotinê pir kêm dibe, ku tenê bi 1/10 makîneyên asayî re wekhev e.
② Cûdahiya di navbera kêşana dînamîk û statîk de pir piçûk e, û performansa şopandinê pir xweş e, yanî navbera dema di navbera sînyala ajotinê û çalakiya mekanîkî de pir kurt e, ku ji bo baştirkirina leza bersivê û hesasiyeta pergala kontrola hejmarî.
③Ew ji bo tevgera xêzikî ya bilez maqûl e, û leza wê ya tavilê bi qasî 10 qat ji ya rêyên rêwerzên xêzkirî mezintir e.
④ Ew dikare tevgera bêkêmasî fêm bike û hişkiya tevgerê ya pergala mekanîkî baştir bike.
⑤ Ji hêla hilberînerên profesyonel ve hatî hilberandin, ew xwedan rastbûna bilind, pirzimanî ya baş û lênihêrîna hêsan e.

5. Jîngeha karanîna makîneyê:
Dabînkirina hêzê: sê qonax AC380V ± 10%, 50Hz ± 1 Germahiya hawîrdorê: 0 ° ~ 45 °
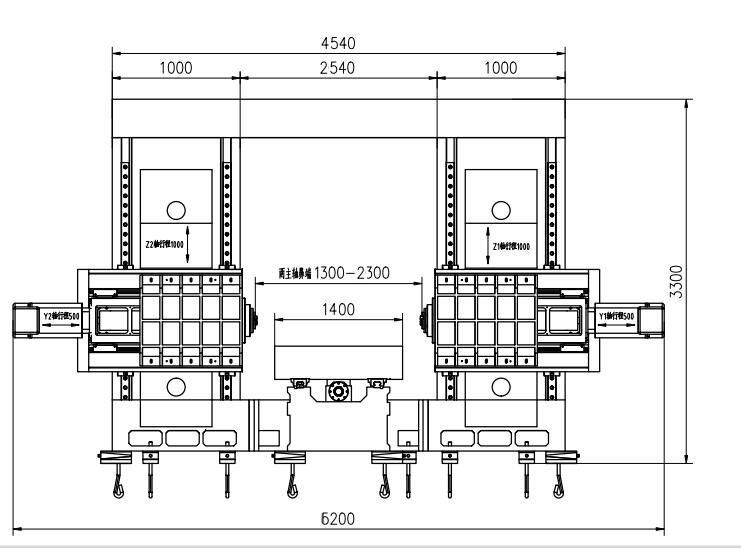
Pênc, pîvanên teknîkî yên sereke:


| cins | BOSM4014 | |
| Mezinahiya perçeya xebatê ya herî zêde | Dirêjî × firehî × bilindahî (mm) 4000 × 1600 × 1000 | |
| Gantry herî zêde feed | Firahî (mm) | 2300 |
| mezinahiya maseya xebatê | Dirêjî X Firahî (mm) | 4000*1400 |
|
Serê sondajê type ram Horizontal serê hêzê yek du
| Hejmar (2) | 2 |
| Spîndle taper | BT50 | |
| Dirêjahiya sondajê (mm) | Φ2-Φ60 | |
| Dirêjahiya lêdanê (mm) | M3-M30 | |
| Dirêjahiya dîska birrîna mîzê (mm) | 300 | |
| Leza spindle (r/min) | 30~6000 | |
| Hêza motora spindle ya servo (kw) | 37 | |
| Dûrahiya pozê spî ji navenda maseyê (mm) | 650-1150 | |
| Lêdana çep û rastê ya yek bermê (mm) | 500 | |
| Dûrahiya di navbera navenda ram û balafira maseyê de (mm) | 200-1400 | |
| Ser û jêr lêdana ram (mm) | 1200 | |
| Repeatability | 300mm*300mm | ±0.02 |
| Mezinahiyên Amûra Makîneyê | Dirêjî × firehî × bilindahî (mm) | li gorî nexşeyan |
| Giraniya giştî (t) | (nêzîkî) 36 | |

Parametreyên jorîn pîvanên sêwirana pêşîn in. Di sêwirana rastîn de, dibe ku li gorî hewcedariyên hilberandina perçeya xebatê û hewcedariyên sêwiranê yên amûra makîneyê guhertin hebin, da ku hewcedariyên beşên pêvajoyê yên pargîdaniya we bicîh bînin.






