






Makîneya Pêkhatî ya Drilling Û Tepandin

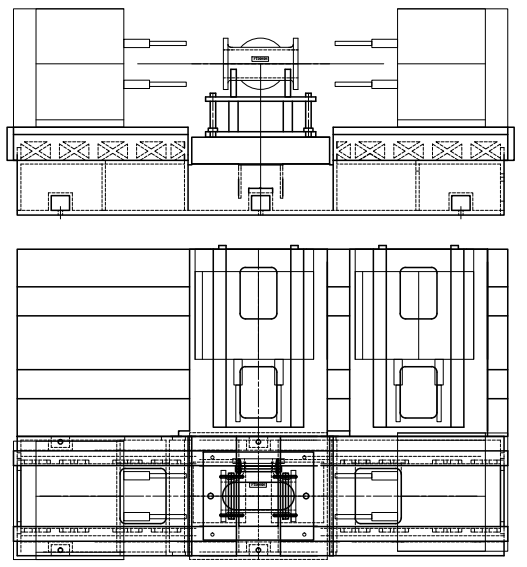
Ev amûra makîneyê amûrek makîneya yekbûyî ya sêalî ya sêalî ya CNC-ê ye. Serê çepê û rastê ji maseya hilkişîna mobîl a hîdrolîk û qutiya gemarê pêk tê; rûbera sêyemîn ji tabloya hilanînê ya mobîl a CNC û qutiya gemarê pêk tê (di du koman de têne dabeş kirin: kolandin û lêdan). Navend ji kargehê, pêlava hîdrolîk û beşên din pêk tê, û bi kabîneya elektrîkê ya serbixwe, stasyona hîdrolîk û cîhaza lubrîkasyonê ya navendîkirî ve tê saz kirin. Parçeya xebatê bi destan tê hilanîn û bi hîdroulîk tê girtin. Ji bo hûragahiyan li şematîka mekanîzmayê binêre.
Pêvajoya standard a pêvajoykirina perçeya xebatê:
① Amûra makîneyê pêvajoyek pozîsyonê ye, yek perçeyek di demekê de, ku hewce dike ku rûyek referansê wekî referansa cîhê sazkirinê di pêvajoya berê de were bikar anîn.
②Pêvajoya standard ev e: Parçeya xebatê paqij bikin - perçeya xebatê ya ku tê hilanîn têxin nav amûrê - bi hîdroulîk perçeyê xebatê bixin, sê komên slaytên xebatê dikarin bi lez werin pêşandin û êrîş kirin, û sê kom dikarin di gavan de werin hevdem kirin an jî pêvajoy kirin, û sê komên slaytan bi lez vedigerin pozîsyona orîjînal - slideya lêdana devê navîn ber bi pozîsyonê ve diçe, û lêdan tê kirin. Piştî pêvajoyê, slideya lêdanê vedigere pozîsyona xweya orîjînal - berdana hîdrolîk - barkirin û rakirina destan - bikeve çerxa din.
Amûr pozîsyona dorhêla derveyî ya laşê valveyê vala dipejirîne, û silindera hîdrolîk a li beşa jorîn a perçeyê xebatê pêlê xebatê dike.
Bikaranînî
Ev makîne bi piranî di hilberandina Valve, laşê pompê, parçeyên otomatê de, parçeyên makîneyên çêkirinê û hwd de tê bikar anîn. Ew dikare ji bo gelek proseduran bixebite, mînakî, qulika rûyê dawî, qulika navîn, çal-bore û sphere. Ew bi Kontrolkerê Huadian PLC re xebitî. Ew dikare otomasyon, rastbûna bilind, pir celeb û hilberîna girseyî pêk bîne.
Taybetmendiyên sereke
(1) Vê makîneyê bi Kontrolkerê Huadian PLC-ê re xebitî, ew dikare ji bo gelek proseduran bixebite, mînakî, qulika rûyê dawî, qulika navîn, çal-bore û sphere. Kontrolkerê CNC-ê lihevhatî, fonksiyonek hêzdar û operasyona hêsan heye.
(2) Rêvebiriya tabloya Feed Sliding sê caran hesinê gewr ê qalîteya bilind, rijandina hişk, nermkirin û tedawiya pîrbûnê bikar tîne. Stresa navxweyî ya mayî bi tevahî ji holê rakin, Rûyê rêça rêber qutkirina bihîstwerî ya super qebûl dike û hişkahî heya HRC55 e. Bi rêgezên rêgezên rêgezên rastkirina bilind re, da ku rastbûn, hişkbûn, aramî misoger bike.
(3) Beşa veguheztinê pêça topê ya rast û navberê dipejirîne da ku valahiyê ji holê rake, da ku ajotina makîneyê domdar bike.
(4) Serê hêzê bi sê-qonaxa guheztina leza desta ya bi motora hêzdar ve tête stendine, bigihîje leza nizm lê torque ya bilind, dikare li ber barê birrîna giran bisekine, karîgeriya pêvajoyê baştir bike.
(5) Amûrên xebatê girtina zext-otomatîkî ya hîdrolîk dipejirîne, da ku karbidestiyê baştir bike û kedê kêm bike.
(6) Makîne lubrîkasyona Navendî dipejirîne, da ku pê ewle bibe ku rûnkirina tevahî ya her perçeyên tevgerê wê hingê jiyana karûbarê amûrên makîneyê baştir bike.
Struktura seretayî
Makîneya me bi giranî ji laş, serê hêzê, maseya xêzkirina xwarina CNC, alavên xebatê, û bi kabîneyek elektrîkî ya serbixwe, qereqolek hîdrolîk, amûrek lubrîkkirina navendî, amûrek rakirina çîpê otomatîk a sar, û amûrek parastinê ya bilind pêk tê.
(1) Beden
Laş laşê avêtina entegre bi qalîteya bilind, bi nermkirina destan û dermankirina pîrbûnê sê caran qebûl dike. Rûyê riya rêberiyê ji hêla qutkirina bihîstwerî ya super ve tê derman kirin, avahî maqûl e, da ku hişkî, rastbûn û aramiya makîneyê peyda bike.
(2) Serê hêzê
Laşê serê hêzê avêtina hêja digire, materyalê karanîna spindle 20GrMnTAi, bi çewisandin, nermkirin, karburkirin û qutkirin, bi hûrgulîkirina bilind û hundurîn ve. Hilgir ji rêza NN30 rêzika çîlîndrîkî ya dualî ya rastbûna bilind digire da ku hişkî û rastbûna çîmentoyê misoger bike. spindle.
(3) Pêkhatin
Fixture taybetî ji bo perçeya xebatê hatî çêkirin. Bloka cihgirtinê û pîneya pozîsyonê têne qut kirin, da ku pêbaweriya pêbawer a perçeya xebatê misoger bikin. Hîdrolîk perçeya xebatê girt, da ku karbidestiya pêvajoyê baştir bike, giraniya kedê kêm bike.

Amûrên zexta hîdrolîk
Qereqola hîdrolîk valveya Superposition-a serbixwe qebûl dike, ku ji valvek elektromagnetîk a kalîteya bilind, valvek rêkûpêkkirina zextê, valvek tîrêjê û pompek dûvikê pêk tê. Û bi amûra sarbûna hewayê ve tê dabîn kirin ku dema ku kar dike stasyona hîdrolîk germahiya rûnê normal heye.

kabîneya elektrîkê
Kabîneya elektrîkê serbixwe û girtî ye. Bi kontrolkerê CNC, Inverter û hêmanên elektrîkê ve hatî saz kirin. Her weha cîhaza sarbûna hewayê saz bikin da ku pê ewle bibin ku pêkhateyên elektrîkê yên makîneyê bi rêkûpêk dixebitin, bê toz.

- Parametreyên sereke:
Mezinahiya dirêjahiya sondakirinê (mm)
6-12
Maseya xebatê (mm)
360×400
Rêwîtiya Çep/Rast (mm)
480
Rêwîtiya vertîkal (mm)
220
Leza spindle Drilling
580
Rêwît (mm)
230
Kula taper ya Spindle (NA)
7:24
Hêza motorê (KW)
2.2
Leza tîrêjê (mm/min)
256
Rêwîtiya Horizontal (mm)
300
Kula taper ya spindle (NA)
7:24
Max.tapping (mm)
8-M14
Motora stasyona hîdrolîk (KW)
1.5





