






Heavy Duty CNC Drilling Machine Milling

CNC Drilling And Milling Machine
Makîneya sondaj û birrîna CNC ya bilez
Serlêdana Makîneyê
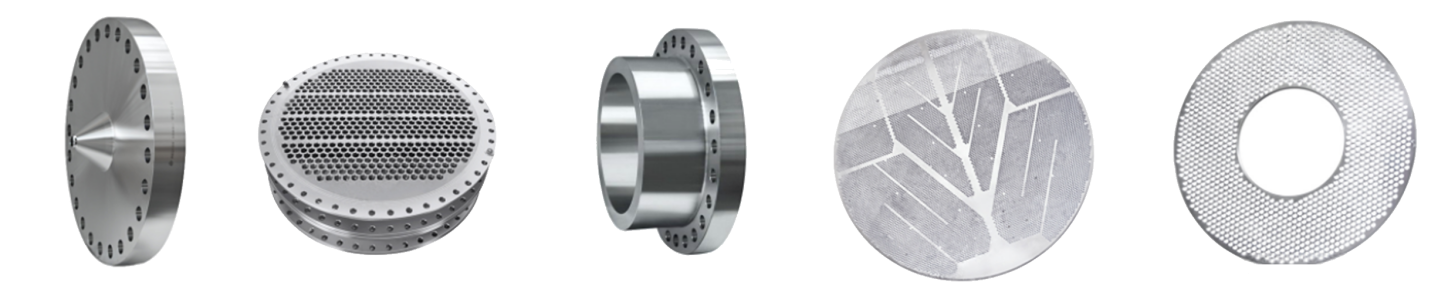
Makîneyên sondaj û birrîn CNC bi giranî ji bo sondakirina bikêrhatî ya perçeyên xebatê yên bi qalindiyên di nav rêza bandorker de wekî lewh, flange, dîsk û zengil têne bikar anîn. Di nav kun û kunên kor de dikarin li ser cûrbecûr materyalan werin kolandin. Makîne bi operasyona hêsan bi dîjîtal tê kontrol kirin. Ew dikare otomatîkî, rastbûna bilind, cûrbecûr cûrbecûr, hilberîna girseyî bigihîje.
Ji bo ku hewcedariyên pêvajoyê yên bikarhênerên cihêreng bicîh bîne, pargîdaniya me makîneyên cûrbecûr pêşxistiye. Digel modelên kevneşopî, ew dikare li gorî hewcedariyên rastîn ên xerîdar jî were xweş kirin.
Structure Machine
Ev amûr bi giranî ji tabloya nivînê, gantrîka tevgerê, zincîra şûştinê ya diherikin, spindle kolandinê û rijandinê, cîhaza rûnê otomatîk û cîhaza parastinê, amûra sarbûna gerok, pergala kontrola CNC, pergala elektrîkê û hwd pêk tê. Piştgirî û rêberiya rêberê xeta gerîdeyê û ajokera pêlavê ya rastîn, makîneyê xwedan rastbûna pozîsyona bilind û rastbûna pozîsyona dubare ye.
1)Maseya xebatê:
Maseya xebatê avahiyek avêtinê dipejirîne, û balafir xwedan hêlînek T-ya xwedan sêwirana qedandina maqûl e ji bo girtina perçeyên xebatê. Li ser nivînê, T-slots têne rêz kirin. Pergala ajotinê motora servo ya AC û pêça topê ya rast bikar tîne da ku li her du aliyan bimeşîne da ku gantry di rêça Y-tevgerê de bimeşe. Pêlên birêkûpêk li binê nivînê têne belav kirin, ku dikarin bi hêsanî asta maseya nivînê rast bikin.
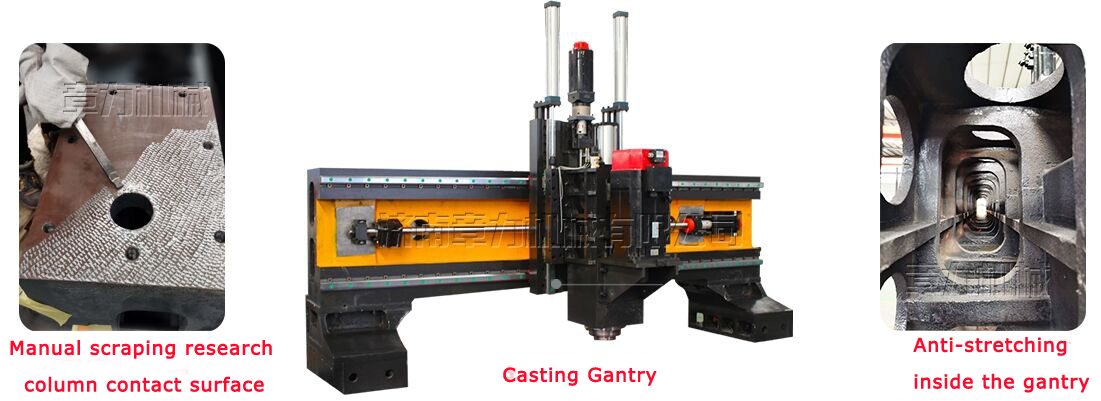
2)Movinggantrî:
Gantrya mobîl bi hesinê gewr 250 ve hatî avêtin, û du cotên rêberê xêzikî yên bi kapasîteya pir-bilind li eniya pêşê ya gantrî têne saz kirin. Komek cotek topê ya rast û motorek servo dihêle ku serê hêzê ber bi riya X-ê ve biçe. Serê hêza sondajê li ser hêlîna serê hêzê tê saz kirin. Tevgera gantry ji hêla motora servo ve tê fêm kirin ku têla topê li ser pêça topê di navhevkirina rast de vedigire.

3)Movingsliding saddle:
Zencîreya hêlînê ya mobîl hêmanek strukturî ya hesinî ya rast e. Du slaytên rêyên NC-ê yên bi kapasîteya ultra-bilind û komek cotên pêlên topê yên rast û kêmkerek gerestêrkê ya pêbawer bi motora servo ve têne girêdan da ku serê hêza sondajê bimeşîne. Tevgera di rêça Z-xebatê de dikare bi lez pêş ve biçe, pêşde bixebite, paşve biçe, û serê hêzê rawestîne. Bi şikandina çîpê otomatîk, rakirina çîpê, fonksiyonên sekinandinê.
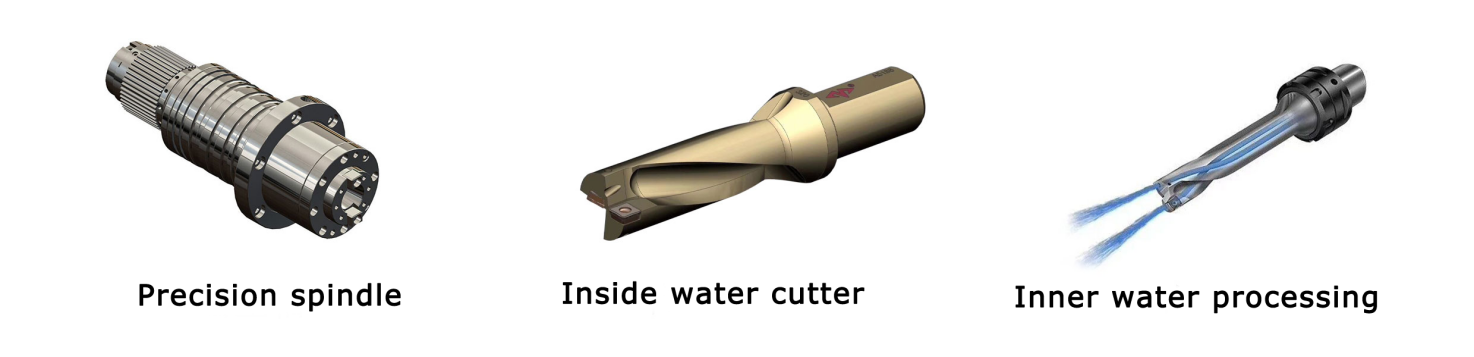
4)Serê hêza sondajê(Spindle):
Serê hêza sondajê motorek spindle ya servo-ya taybetî bikar tîne, ku bi kêmkirina kembera hevdem a diranan ve ji bo zêdekirina torkê, tîrêjek rastîn a taybetî dimeşîne. Spîndle pêlên pêwendiya goşeyî ya Japonî ya sê, du û pênc rêzî bikar tîne da ku bigihîje guhertina leza bê gav. Veguheztina zû û hêsan, xwarin ji hêla motora servo û pêça topê ve tê rêve kirin. Axên X û Y dikarin bêne girêdan, û kontrola lûkê ya nîv-girtî tê bikar anîn da ku fonksiyonên navbeynkariya xêz û dorhêl bi dest bixe.
Dawiya spindle qulika birêkûpêk BT40 e, ku bi Rotorfoss-a zirav-leza bilind a ji Italytalyayê ve hatî çêkirin, ku dikare birêkûpêk U-ya bi lez û bez (lêkolînek tund) û qulika bingehîn bikar bîne da ku avê derxîne. Fonksiyona derketina avê ya navenda spindle dikare karbidestiya birkirinê baştir bike. Pêvajoya qulika kûr fam bikin û amûrê biparêzin da ku lêçûna karanîna kêm bikin.
5) Amûra rûnê ya otomatîk û amûra parastinê:
wek rêlên rênîşander, pêlên rêve, refik, û hwd., Bê kuçên mirî da ku jiyana karûbarê amûrê makîneyê misoger bikin. X-tex û Y-tevra amûra makîneyê bi bergên parastinê yên tozê-proof-ê ve têne stendine, û cerdevanên şûştina avê li dora qada xebatê têne saz kirin.

6)Pergala Kontrola CNC:
6.1 Bi fonksiyona şikandina çîpê, dema şikandina çîpê û çerxa şikandina çîpê dikare li ser pêwendiya mirov-makîneyê were danîn.
6.2 Bi fonksiyona hilkirina amûrê re, bilindahiya hilgirtina amûrê dikare li ser pêwendiya mirov-makîne were danîn. Dema ku di vê bilindahiyê de dikole, bitikê birêkûpêk zû li jora perçeya xebatê tê hilanîn, û dûv re çîp tê avêtin, û dûv re zû-berî rûbera kolandinê tê şandin û bixweber vediguhere kar.
6.3 Qutiya kontrolkirina xebata navendî û yekîneya desta pergala kontrola jimareyî dipejirînin, û bi navbeynkariya USB û dîmendera krîstala şil a LCD-ê ve têne saz kirin. Ji bo hêsankirina bername, hilanîn, pêşandan û ragihandinê, navbera operasyonê fonksiyonên wekî diyaloga mirov-makîne, tezmînata xeletiyê, û alarma otomatîkî heye.
6.4 Makîne fonksiyona pêşdîtin û kontrolkirina pozîsyona qulikê berî pêvajoyê ye, û operasyon pir rehet e.

7)Rail clamp
Kinc ji laşê kildank û çalakgerek pêk tê. Ew hêmanek fonksiyonel a bi performansa bilind e ku bi cotê rêberiya xêzikê ya rijandinê re tê bikar anîn. Ew bi riya prensîba berbelavkirina blokê ya bi şikilkî hêzek girêkek xurt çêdike. Taybetmendiyên ku hişkiyê zêde dikin.
Features:
- Ewle û pêbawer, hêza kelijandinê ya bihêz, di dema kolandinê û pêvajoya lêdanê de eksê XY-yê ne-tevger digire.
- Hêza kelandinê ya pir zêde, hişkiya xwarina eksê zêde dike, û pêşî li tevgera mîkro ya ku ji hêla vibrasyonê ve hatî çêkirin digire.
- Bersiva bilez, dema bersivê ya vekirin û girtinê tenê 0,06 saniye ye, ku amûra makîneyê diparêze û jiyana kêşanê baştir dike.
- Rûyê domdar, nîkel-pêçayî, performansa antî-rûstî ya baş.
Sêwirana nûjen ji bo ku di dema kelandinê de ji bandora hişk dûr bixe.
8)Çîp rakirina otomatîk û amûra sarbûnê ya gerok:
Rakerek çîpek otomatîkî li pişta maseya xebatê û parzûnek li dawiyê hatî saz kirin. Rakera çîpê ya otomatîk celebek zincîreyek guncan e, û pompek sarkirinê li aliyekî tê saz kirin. Derketina çîpê bi pergala parzûna avê ya navendî ve girêdayî ye. The sarincokê diherike nav çîp ejector. Pompeya hilkişîna çîpê sarkerê dixe nav pergala parzûna avê ya navendî. Pompeya sarbûna tansiyona bilind sarkerê parzûnkirî ji bo birrîn û sarkirinê dizivirîne. Û ew bi trolleyek veguheztina çîpê ve hatî stend, ku ji bo veguheztina çîpên hesin pir hêsan e. Ev amûr bi pergala sarbûna hundur û derveyî ya ji bo qutkeran ve hatî çêkirin. Dema ku bi leza bilind dikolin, qut bi ava hundurîn û ji derve di dema şilandina sivik de têne sar kirin.
Alarm avê kêm
1) Dema ku sarkerê di parzûnê de di asta şilavê ya navîn de ye, pergal bixweber motorê girêdide ku dest pê bike, û sarkerê di hilbera çîpê de bixweber diherike nav parzûnê. Dema ku asta şilavê ya bilind tê, motor bixweber kar disekine.
2) Dema ku sarkerê di parzûnê de di astek nizm de ye, pergal dê bixweber pîvana asta şilavê hişyar bike, spindle dê bixweber amûrê paşde bikişîne, û makîne dê xebata xwe rawestîne.
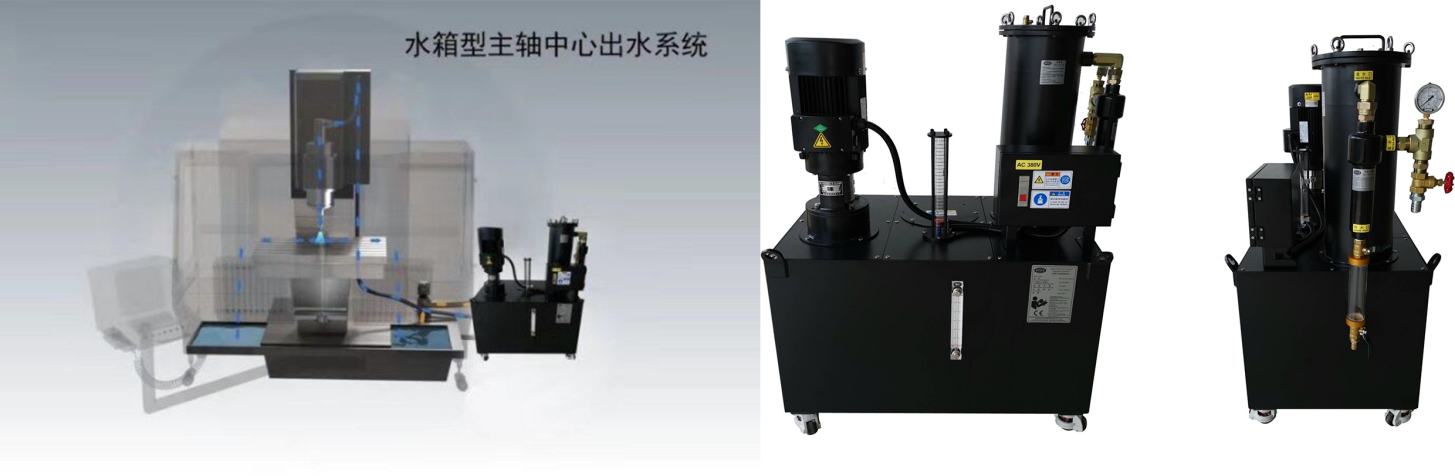
9)Pergala Parzûna Navendî:
Makîne bi pergalek parzûna avê ya navendî wekî standard tê stend, ku dikare bi bandor nepakiyên di sarkerê de fîltre bike. Pergala ava spraya hundurîn dikare pêşî li tevlihevbûna pêlên hesin li ser amûrê bigire di dema pêvajoyê de, kêmkirina cilê amûrê, dirêjkirina jiyana amûrê, baştirkirina qedandina rûbera kargehê, Pîneya derketina avê ya bi tansiyona bilind a tîrêja tîrê dikare baş rûyê perçeya xebatê biparêze, movika zivirî ya bi leza bilind biparêze, rê li ber nepaqijiyan bigire ku girêka zivirî asteng bike, û qalîteya giştî ya perçeya xebatê û karbidestiya xebatê baştir bike.
10)Rûniştina pêlav û motorê ya yekbûyî:
Bingeha motorê hilberek bi koncentrîkî ya bilind e ku pêça top û motorê girêdide. Hilbera hevber a pêwendiya goşeyî (pola rastbûna C5) yekbûyî ye da ku rastbûnê baştir bike û dema ku motor pêş û berepaş e, paqijiya eksê ya sifirê ya pêça topê misoger bike. Ew bi taybetî ji bo alavên bilez-leza minasib e.
Rastbûna meclîsê: pêça topê û motor di nav bingeha motorê de yek têne saz kirin. Çewtiya hevsengiya mîlî motorê û mîla pêça topê kêm bikin, wê li 0,01 mm plus an kêmasî kontrol bikin, û perpendîkulariya rûyê paşîn 0,01 e.
11)Tabloya xwe-navendî ya çar-claw(bixwe)
Tabloya kar a alavên xwe-navendîkirinê bi çîçeka xwe-navendî ya hîdrolîk a çar-çendî ve tê stend kirin. Parçeya xebatê dikare bixweber di yek kemberê de were navendî kirin bêyî ku her perçeyek patrolê bike da ku navendê bibîne. Girtin zû û hêsan e.
Pirsgirêkê çareser bikin ku perçeya xebatê ya bi dorhêla nîşankirinê ji 1600 mm kêmtir e, piştî xwarinê bi pêlêdana plakaya ve tê girtin û dûv re li navendê digere, ku kêmtir wext dixwe û ji dema pêvajoyê dirêjtir dema kelandinê digire.
Çûka çar-çeneya xwe-navendî ku serbixwe bi lêdana çeneya mezin ve hatî pêşve xistin, gava ku girêdide pêvekirina çeneyê dijwar dike. Struktura tîrêjê ya bi paçikê tê bikar anîn. Ew rewşa ku çenên hîdrolîk an pneumatîk li sûkê rêwîtiya hindik in û perçeyên mezin ên xebatê dê dema hilkişînê bandorê li çeneyan bikin çareser dike, û dibe sedema zirarê li çengan.
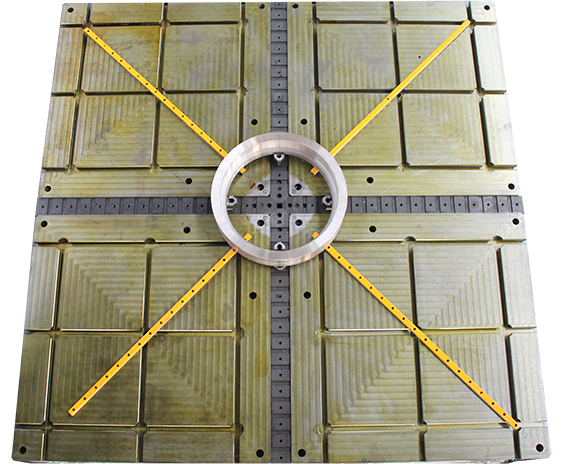
Çar çeneyên li ser maseya xebatê bi şêwazek veqetandî ne, û rakirina maseya xebatê ya paşîn platformek normal e ku xwedan T-groove ye. Ew ji xeynî zengilê rêza sepanê ya perçeyên xebatê yên din zêde dike.
Specification
| Cins | BOSM-DT1010 | BOSM-DT2010 | BOSM-DT2016 | BOSM-DT2525 | |
| Mezinahiya xebatê | Dirêjî*Pirêjî (mm) | 1000x1000 | 2000x1000 | 2000x1600 | 2500x2500 |
| Serê Drilling Vertical | Spîndle taper | BT40/BT50 | BT40/BT50 | BT40/BT50 | BT40/BT50 |
| Dirêjahiya sondajê (mm) | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | |
| Dirêjahiya lêdanê (mm) | M24 / M36 | M24 / M36 | M24 / M36 | M24 / M36 | |
| Leza spindle (r/min) | 30~3000 | 30~3000 | 30~3000 | 30~3000 | |
| Hêza spindle (Kw) | 15/22 | 15/22 | 15/22 | 15/22 | |
| Dûrahiya ji binê paçikê heya rûyê xebatê (mm) | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | |
| Rastbûna Positioning Dubarekirin (X/Y/Z) | X/Y/Z | ± 0,01/1000mm | ± 0,01/1000mm | ± 0,01/1000mm | ± 0,01/1000mm |
| Giraniya giştî (T) | 8.5 | 11 | 13.5 | 16.5 | |
| Amûra kovarê | kovara amûrê Line | ||||
Kontrola Kalîteyê
Her makîneya Bosman bi navbeynkarek lazerê ya ji pargîdaniya Keyaniya Yekbûyî RENISHAW ve tê pîvandin, ku bi rast xeletiyên pişikê, paşverû, rastbûna pozîsyonê, û rastbûna pozîsyona dubare teftîş dike û telafî dike da ku dînamîk, aramiya statîk, û rastbûna pêvajoyê ya makîneyê misoger bike. . Testa barika topê Her makîneyek ceribandinek barika topê ya ji pargîdaniya Brîtanî RENISHAW bikar tîne da ku rastbûna rastbûna dora û rastbûna geometrîkî ya makîneyê rast bike, û di heman demê de ceribandinên qutkirina dorhêlî bike da ku rastbûna makîneya 3D û rastbûna dora makîneyê misoger bike.

Berî & Piştî Xizmetê
1) Beriya Xizmetê
Bi lêkolîna daxwaz û agahdariya pêwîst ji xerîdaran û paşê vegerandina ji endezyarên me re, tîmê Teknîkî ya Bossman berpirsiyar e danûstendina teknîkî ya bi xerîdaran re û amadekirina çareseriyan, arîkariya xerîdar di hilbijartina çareseriya makîneya guncan û makîneyên maqûl de.
2)Piştî xizmetê
A. Makîneya ku garantiyek yek-salî ye û ji bo lênêrîna jiyanê-dirêj tê dayîn.
B. Di heyama garantiya yek-salî de piştî ku makîne gihîşt bendera meqsedê, BOSSMAN dê karûbarên lênihêrînê belaş û biwext peyda bike ji bo xeletiyên cihêreng ên ne-mirovan ên li ser makîneyê, û di wextê xwe de hemî cûrbecûr parçeyên zirarê yên ne-mirovî belaş biguhezîne. bi heq . Kêmasiyên ku di heyama garantiyê de diqewimin dê bi berdêlên guncan werin tamîr kirin.
C. Piştgiriya teknîkî di 24 demjimêran de serhêl, TM, Skype, E-name, çareserkirina pirsên têkildar di wextê de. heke neyê çareser kirin, BOSSMAN dê tavilê saz bike ku endezyarê piştî firotanê ji bo tamîrkirinê bigihîje cîhê, kiryar pêdivî ye ku ji bo VISA, bilêtên balafiran û rûniştinê bide.
Malpera Şirketa






