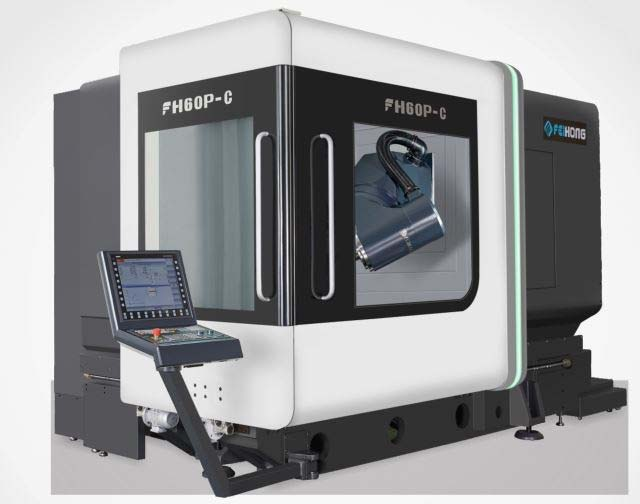
5-axis Zivirîna hevdemî Milling 60P-C

Qada pêşkêşkirinê
Tabloya fonksiyonê ya aksesûarên standard (ji kerema xwe ji bo beşa kontrola elektrîkê li fonksiyona kontrolker binihêrin)
1. Kontrolkerê Siemens 840DSL
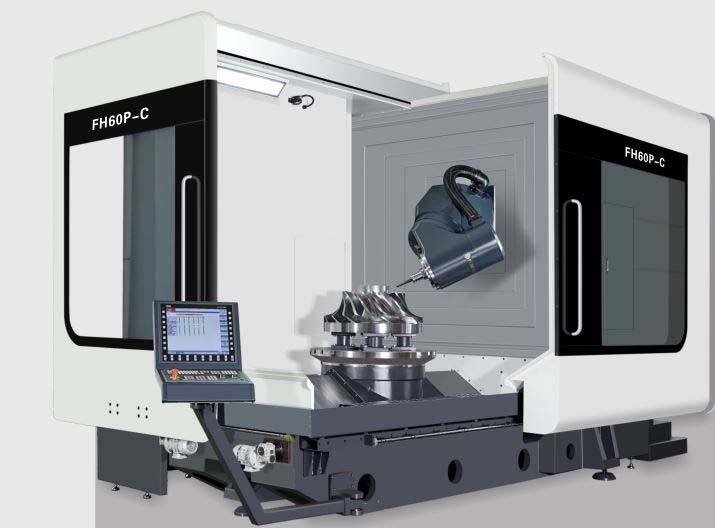
2. Brand Own pênc-tewre serê swing multi-function
3. Spîndleya elektrîkê DGZX-24012/34B2-KFHWVJS
4. HSK-A63 40 kovara amûrê pergala guhartina amûra otomatîk
5.X/Y/Z ajokera pêça topê ya sarbûna vala
6. Slides linear Roller (her 2 ji bo X/Y/Z eksê) - BOSCH REXROTH
7. X/Y/Z serwerê optîkî yê sê-axek bi tevahî girtî-loop
8. Amûra kontrolkirina germahiya qutiya elektrîkê
9. Spindle sarker
10. Amûra gerîdeya çîp a spiral û gerîdeya hesinî ya paşîn a çîpê hesinî
11. Avê ji navenda spindle, avêtina avê annular
12. Li navenda spindle hewa, û di zengilê de hewa bifirînin.
13. Hîva heyvê ya pênc texlî avê difûre, û heyva heyvê hewayê dide.
14. 1 cure pêveka ewlehiyê ji bo deriyên xebatê yên pêş û alî
15. Amûra sarbûnê ya gera spîndle.
16. Çiraya floransê ya xebatê ya Waterproof
17. Amûra qereqola hîdrolîk
18. Renishaw OMP60 Infrared Probe Unit
19. Renishaw Laser Tool Setter
20. Amûra lubricasyonê ya xweseriya navendî ya navendî ya navendî
21. Çeka paqijkirina avê û navgîniya hewayê ji aliyê operasyonê ve
22. Pergala sarbûna şilavê birrîn
23. Bi tevahî çermê parastinê ve girêdayî ye
24. Qutiya operasyonê
25. Qutiya elektrîkê bi klîmayê ve girêdayî ye
26. Siemens destê elektronîk
27. Guhestina serbestberdana amûra spindle ya bi lingan
28. Pelên asta bingehîn û pêlên bingehîn
29. Amûrên verastkirinê û qutiyên amûran
30. Manual Teknîkî
Parametre
| Cins | Yekbûn | FH60P-C |
| Gerrîn | ||
| rêwîtiya eksê X | mm | 600 |
| rêwîtiya eksê Y | mm | 800 |
| rêwîtiya eksê Z | mm | 600 |
| Dûrahiya ji pozê spindle heya rûxara maseya xebatê | mm | 150-750 |
| serê milling Horizontal | mm | 30-630 |
| Xwarin / leza bilez | m/min | 40 |
| Hêza xwarinê | KN | 10 |
| Maseya rotary (xebata C) | ||
| Mezinahiya maseya xebatê | mm | Ø630 |
| Barkirina masê ya herî zêde (milk) | kg | 2000 |
| Barkirina masê ya herî zêde (zivirandin) | kg | 1000 |
| Maseya Rotray | rpm | 60 |
| Tabloya şiyarbûnê dizivirîne/zivirandin (pişk û zivirîna tevlihev) | rpm | 600 |
| Kêmtirîn goşeya parçebûnê | ° | 0.001 |
| Cins | Yekbûn | FH80P-C |
| torque Rated | Nm | 807 |
| torque herî zêde | Nm | 1430 |
| Serê milê hêlînê CNC (xebata B) | ||
| Rêjeya hejandinê (0=Veralî/180=Asta) | ° | -15-180 |
| Leza tevger û xwarinê ya bilez | rpm | 80 |
| Kêmtirîn goşeya parçebûnê | ° | 0.001 |
| torque Rated | Nm | 743 |
| torque herî zêde | Nm | 1320 |
| Spindle (mirandin û zivirîn) | ||
| Leza Spindle | rpm | 12000 |
| Hêza Spindle | Kw | 34/42 |
| Torque Spindle | Nm | 132/185 |
| Spindle tapre |
| HSKA63 |
| Dûrahiya ji navenda spindle ber rûbera rêberiya tîrêjê | mm | 1064.5 |
| Cins | Yekbûn | FH60P-C |
| kovara tool | ||
| Tool interface |
| HSKA63 |
| kapasîteya kovara Tool | PCS | 40 |
| Mezinahiya amûrê / dirêj / giranî |
| Ø85/300/8 |
| Veguheztina amûrê (Alavek berbi) | S | 1.8 |
| Amûra pîvandinê | ||
| sondaya Înfrasor | Rensishaw OMP60 | |
| Amûra vedîtina amûrê di qada pêvajoyê ya xebatê de |
| Rensishaw NC4F230 |
| Kapasîteya pêvajoyê |
|
|
| Mezinahiya drilling (pola navîn) |
| Ø40 |
| Dirêjahiya herî zêde (pola navîn) |
| M24 |
| Dirêjahiya herî zêde (pola navîn) |
| 250 |
| Rastiya pozîsyonê (ISO230-2 û VDI3441) | ||
| Rastbûna pozîsyona X/Y/Z | mm | 0.005 |
| X/Y/Z Rastiya pozîsyonê dubare bikin | mm | 0.004 |
| Rastbûna pozîsyona B / C |
| 8" |
| B/C Rastbûna pozîsyonê dubare bikin |
| 4" |
| Cins | Yekbûn | FH80P-C |
| Kontrolker CNC |
|
|
| Sîstema kontrolê |
| Siemens840D |
| Others |
|
|
| Bilindahiya makîneyê (makîna gelemperî) | mm | 2985 |
| Qada dagirkirî ji bo makîneya sereke (L * W) | mm | 4300x2600 |
| Qada dagirkirî ji bo kovara amûrê (L*W) | mm | 2100x1250 |
| Qada dagirkirî ji bo veguheztina çîpê (L*W) | mm | 3070x1065 |
| Qada dagirkirî ji bo tanka avê (L*W) | mm | 1785x1355 |
| Bi tevahî qada dagirkirî ya mezin heya makîneyê temam bike (L * W) | mm | 5200x3550 |
| Giraniya makîneyê | Kg | 15000 |
Machine CNCkontrolker
| Pergala Kontrolê | Siemens 840DSL (motor û ajoker) | ||
| Hejmara eksê kontrolê | Zivirîna hevdemî ya 5-texsî (texne NC + spindle, teşe BC) | ||
| Kontrola hevdem a 5 eksê Bi zivirînê re bihevreşkirina hevdemî | eksê pozîsyonê | Standard X, Y, Z, B, C | |
| interpolation | xeta rast | X, Y, Z, B, C eksê (X, Y, Z, B, C dikare were telafî kirin) | |
| taqa | X, Y, Z, B, C eksê (X, Y, Z, B, C dikare were telafî kirin) | ||
| Yekîneya hînkirinê ya herî kêm | 0.001um | ||
| yekîneya kontrolê ya herî kêm | 0.1nm | ||
| rêdan | 19LCD | ||
| motor | Kapasîteya zêdebarkirina sê-sêyan bi şîfrekera bêkêmasî (pozîsyona şîfreker qet winda nabe) | ||
| Fonksiyona pêwendiya derve | Têkiliya Ethernet û RS232C | ||
| Moda operasyonê | MDI, Otomatîk, Manual, Handwheel, Origin (absolute), REPOS | ||
| bernameyî | Edîtorê zimanê ISO ya serhêl | ||
| Kapasîteya hilanîna bernameya PLC ya herî zêde | 2048KB | ||
| Fonksiyona interpolation | Xêzên rast, dor û di nav xalên navendê de, spiral, rûkên xweşik, mîhengên leza bilind, hwd. | ||
| Hejmara veqetandina amûran | 512 kom | ||
| Mezinkirina Handwheel | 0,1/0,01/0,001mm | ||
| Mîhengên herî kêm û yekîneyên tevgerê | 1um/X,Y,Z | ||
| tomarkirina daneyan | Dema ku elektrîkê qut bibe, daneyên bîranînê dê çu carî winda nebin | ||
| rêjeya xwarinê | 0%-150% | ||
| Pêşveçûna bilez mezinkirin | 0%-100% | ||
| Navbera ketin û derketinê | Têkiliya Ethernet û RS232C, karta CF, hilanînê USB | ||
| ziman nîşan bide | Çînî û Îngilîzî | ||
Hejmara veavakirina standard
| No | Navê aksesûar | yekbûn | Qty |
| 1 | Guhestina kontrola lingê | danîn | 1 |
| 2 | Mekanîzmaya girtina hîdrolîk | danîn | 1 |
| 3 | Device Lubrication Navendî | danîn | 1 |
| 4 | pergala sarkirinê | danîn | 1 |
| 5 | çiraya xebatê | danîn | 1 |
| 6 | Ronahiya sê reng | danîn | 1 |
| 7 | pira horizontal | Pcs | 1 |
| 8 | Tamîrkirina amûrên makîneyê | danîn | 1 |
| 9 | Pakêta Amûra Standard | danîn | 1 |
| 10 | qefleya deriyê ewlehiyê | danîn | 1 |
| 11 | kit bingehê | danîn | 1 |
| 12 | Amûra verastkirinê saz bikin | danîn | 1 |
| 13 | Lêdana hişk û pozîsyona pir-xalî ya spindle | danîn | 1 |
| 14 | Screw conveyor û makîneya rakirina çîpê otomatîk | danîn | 1 |
| 15 | Sîstema hîdrolîk standard | danîn | 1 |
Veavakirina parçeyên derve
| Navê alavên sereke | Reh | Nîşan | Bingotin |
| Sîstema CNC | Almanya | Siemens | Siemens 840DSL |
| Motora Spindle | çîn | Hao Zhi |
|
| X, Y, Z eksê motora servo | Almanya | Siemens |
|
| Spindle | rast e | Brand Own | Hilgirtina FAG ya Almanî qebûl bikin |
| Hilgirtina Spindle | Almanya | FAG |
|
| Screw bearing | Almanya | FAG |
|
| Rêberên Rêzik | Almanya | Rexroth | rastbûna-asta UP |
| Rod screw ball | Taiwan | HIWIN | C3 pola hûrkirinê |
| Pêkhateyên hîdrolîk | çîn | Brand Own |
|
| sîstema lubrication otomatîk | çîn | Proton |
|
| pergala sarkirinê | çîn | Brand Own |
|
| Pergala ronahiyê | çîn | Owen |
|
| ronahiya hişyariyê | çîn | Owen |
|
| elatrîkî | Fransa Almanya | Schneider/Siemens |
|
| Parastina zincîra enerjiyê | çîn | Junhong |
|
| Cable wire Control | Almanya | Lepurnani |
|
Specifications Main Machine | Veavakirina Structural Rigid Optimum
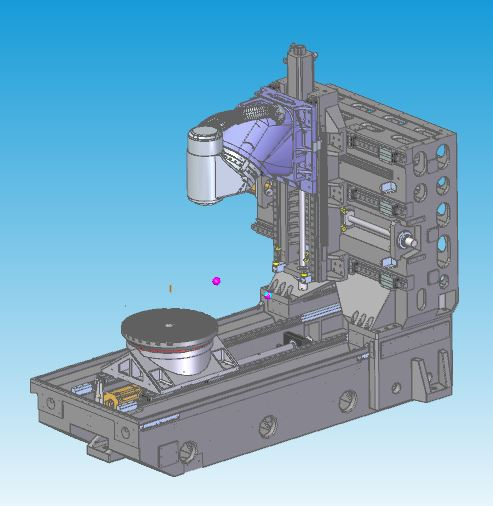
Taybetmendiyên Design | Sêwirana Analîza Hilberîna Têl Mekanîkî ya çêtirîn
Struktura avêtina termosymmetrîk bi celebê qutiya tevahî, bi karanîna hesinê kavilê pola bilind a Meehanna
Tedawiya pîrbûn û pîrbûna xwezayî ji bo rakirina stresa hundurîn
Lerizîna frekansa xwezayî ya strukturel stresa hilberandina materyalê ji holê radike
Sêwirana stûnê ya qadeke mezin bi dîwarê tije, bi bandor hişkbûn û rastbûna statîk û dînamîk çêtir dike
Sê-texn ajokera pêça sarbûnê ya vala
Serê milê hêlînê CNC (xebata B)


Taybetmendiyên Design
Zencîreya veguheztina zero motora DD-ya çêkirî bêyî sêwirana paşverû
Taybetmendiyên leza bilind
Dewreya herî kurt a di navbera xala pozê amûrê ya spindle û xala piştevaniya avahîsaziyê de hişkiya herî zêde ya birînê pêk tîne
Berikên YRT yên mezin hişkiyê zêde dikin
Bi pergala pîvandinê ya şîfrekerê zivirî ya HEIDENHAIN-ê-rast-aqîz, kontrola bi tevahî-loop girtî ji bo misogerkirina rastbûna çêtirîn.
sêwirana pergala sarbûnê ya spindle û B-axis da ku veguheztina germê kêm bike
Maseya rotary (xebata C)

Taybetmendiyên Design
Zencîreya veguheztina zero motora DD-ya çêkirî bêyî sêwirana paşverû
Taybetmendiyên bersivê yên lezbûn û kêmbûnê yên bilind
Berikên YRT yên mezin hişkiyê zêde dikin
Bi pozîsyona sifrê û amûra girtina torka ajotinê ya bi pîvana mezin, bi cihkirin û hilberandin
Du hewcedariyên hilberandinê yên şînbûn û zivirîn-zivirandinê bicîh bînin, destwerdana perçeya xebatê kêm bikin û rastbûna hilberê baştir bikin.
Bi pergala pîvandinê ya şîfrekerê zivirî ya HEIDENHAIN-ê-rast-aqîz, kontrola bi tevahî-loop girtî ji bo misogerkirina rastbûna çêtirîn.
Sêwirana pergala sarbûnê da ku veguheztina germê kêm bike
Damezrandina amûrê hilkêşbar

Taybetmendiyên Design
Ji bo rastbûna bilind bi sazkera amûrê lazerê ya bê-têkilî Ransishaw NC4F230 ve girêdayî ye
Sazkirina amûra otomatîkî ya li ser makîneyê, nûvekirina otomatîkî ya tezmînata amûrê
Amûra mîhengê amûrê dikare were hildan û daxistin da ku cîhê rûbera pêvajoyê xilas bike
Sêwirana pelê metalê ya bi tevahî girtî di dema pêvajoyê de sazkerê amûrê ji pelikên av û hesin diparêze
sondaya Înfrasor
Taybetmendiyên Design
Bi sondaya pêwendiya optîkî ya Ransishaw OMP60 ve girêdayî ye
Rêzkirin û vekolîna mezinbûnê ya perçeya xebatê ya li ser makîneyê, xeletiyên kontrolkirina destan kêm bikin, rastbûna hilberê û karbidestiya pêvajoyê baştir bikin
90% teserûf di dema arîkariya makîneyê de
Ewlekariya pelê metal