






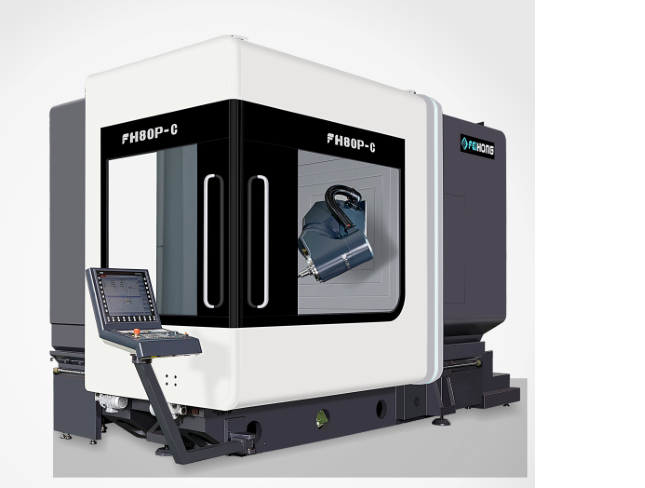
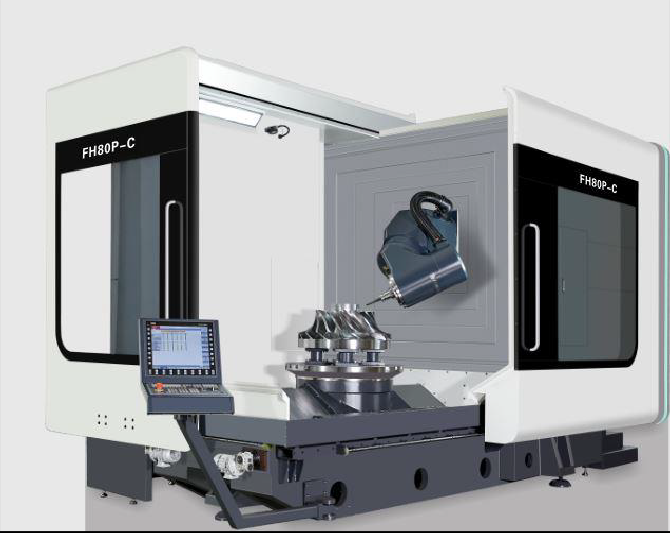
5 Axes 80P-C Zivirîna hevdemî Milling

Qada pêşkêşkirinê
Tabloya fonksiyonê ya aksesûarên standard (ji kerema xwe ji bo beşa kontrola elektrîkê li fonksiyona kontrolker binihêrin)
| Na | Şanî | Yekbûn | Qty |
| 1. | castings mainframe FH | birc | 1 |
| 2. | Sîstema kontrola Siemens840DSL | danîn | 1 |
| 3. | Dîmender: 19LCD | danîn | 1 |
| 4. | FH-pênc-texne serê hejandinê ya pir-fonksîyonî (B-texîn) | danîn | 1 |
| 5. | DGZX-24012/34B2-KFHWVJS | Bes | 1 |
| 6. | X/Y/Z Axis Hollow Cooled Ball Screws | perçe | 3 |
| 7. | Tabloya Rotary a Milk/Tirn Direct Drive (texne C) | danîn | 1 |
| 8. | B eksê RCN8380 29 bit şîfrekera mutleq | Bes | 1 |
| 9. | C eksê RCN2580 28 bit encoder mutleq | Bes | 1 |
| 10. | BOSCH REXROTH Roller Linear Slides | danîn | 7 |
| 11. | Amûra kontrolkirina germahiya qutiya elektrîkê | danîn | 1 |
| 12. | Sîstema sarbûna avê ya Spindle | danîn | 1 |
| 13. | Amûra makîneyê zengila avê spray | danîn | 1 |
| 14. | Serê pênc-texn rijandina avê heyvê, heyvê difûre | danîn | 1 |
| 15. | Pergala pêwendiya ewlehiyê ya deriyê xebatê yê pêş û alî | danîn | 1 |
| 16. | Ronahiya binavê kar avî | Bes | 2 |
| 17. | qereqola hîdrolîk | danîn | 1 |
| 18. | Amûra rûnê xwarina navendî ya navendî | danîn | 1 |
| 19. | Çeka avê û çeka hewayê ya paqijkirina aliyê operasyonê | danîn | 1 |
| 20. | Pergala şilkirina birrîna | danîn | 1 |
| 21. | Pelê parastî ya bi tevahî girtî | danîn | 1 |
| 22. | Qutiya operasyonê | danîn | 1 |
| 23. | Yekîneya Cooling Kabîneya Elektrîkê | danîn | 1 |
| 24. | Destê elektronîkî ya Siemens | Bes | 1 |
| 25. | Guhestina serbestberdana kêrê ya bi lingê ve tê xebitandin | Bes | 1 |
| 26. | Ronahiya sê-rengê amûra makîneyê | danîn | 1 |
| 27. | 40 kovarên amûrê HSK-A63 û pergala guhartina amûra otomatîkî ya servo | danîn | 1 |
| 28. | X/Y/Z nirxa mitleq ya sê-texlî pîvaka gringê | danîn | 3 |
| 29. | Spiral Chip Roller û Rear Chip Conveyor Chip Carriage | danîn | 1 |
| 30. | Yekîneya sondaya infrasor Renishaw RMP60 | danîn | 1 |
| 31. | Yekîneya sazkerê amûrê Renishaw TS27R | danîn | 1 |
| 32. | Pelên asta bingehîn û pêlên bingehîn | danîn | 1 |
| 33. | manual teknîkî | danîn | 1 |
Parametre
| Cins | Yekbûn | FH80P-C |
| Gerrîn | ||
| rêwîtiya eksê X | mm | 800 |
| rêwîtiya eksê Y | mm | 1050 |
| rêwîtiya eksê Z | mm | 800 |
| Dûrahiya ji pozê spindle heya rûxara maseya xebatê | mm | 162-962 |
| serê milling Horizontal | mm | 39-839 |
| Xwarin / leza bilez | m/min | 40 |
| Hêza xwarinê | KN | 10 |
| Maseya rotary (xebata C) | ||
| Mezinahiya maseya xebatê | mm | Ø855 |
| Barkirina masê ya herî zêde (milk) | kg | 3000 |
| Barkirina masê ya herî zêde (zivirandin) | kg | 1500 |
| Maseya hûrkirin / zivirîn (çêkirina makînasyona hevgirtî û zivirandin) | rpm | 450 |
| Kêmtirîn goşeya parçebûnê | ° | 0.001 |
| torque Rated | Nm | 1140 |
| torque herî zêde | Nm | 1980 |
| Serê milê hêlînê CNC (xebata B) | ||
| Rêjeya guheztinê (0 = vertîkal / 180 = asoyî) | ° | -15-180 |
| Rêjeya rêje û xwarinê ya bilez | rpm | 50 |
| Kêmtirîn goşeya parçebûnê | ° | 0.001 |
| torque Rated | Nm | 743 |
| torque herî zêde | Nm | 1320 |
| Spindle (mirandin û zivirîn) | ||
| Leza Spindle | rpm | 12000 |
| Hêza Spindle | Kw | 34/42 |
| Torque Spindle | Nm | 132/185 |
| Spindle tapre |
| HSKA63 |
| kovara tool | ||
| Tool interface |
| HSKA63 |
| kapasîteya kovara Tool | PCS | 40 |
| Mezinahiya amûrê / dirêjî / giraniya herî zêde |
| Ø85/300/8 |
| Demê guherandina amûrê (alavek bi amûr) | S | 1.8 |
| Amûra pîvandinê | ||
| sondaya Înfrasor |
| Rensishaw RMP60 |
| Amûra vedîtina amûrê di qada pêvajoyê ya xebatê de |
| Rensishaw TS27R |
| Rastiya pozîsyonê (ISO230-2 û VDI3441) | ||
| Rastbûna pozîsyona X/Y/Z | mm | 0.008 |
| X/Y/Z Rastiya pozîsyonê dubare bikin | mm | 0.005 |
| Rastbûna pozîsyona B / C |
| 10" |
| B/C Rastbûna pozîsyonê dubare bikin |
| 4" |
| Kontrolker CNC | ||
| Sîstema CNC |
| Siemens840D |
| Yên din | ||
| Giraniya makîneyê | Kg | 20000 |
3.1 Specifications Main Main | Veavakirina Structure Rigid Optimum
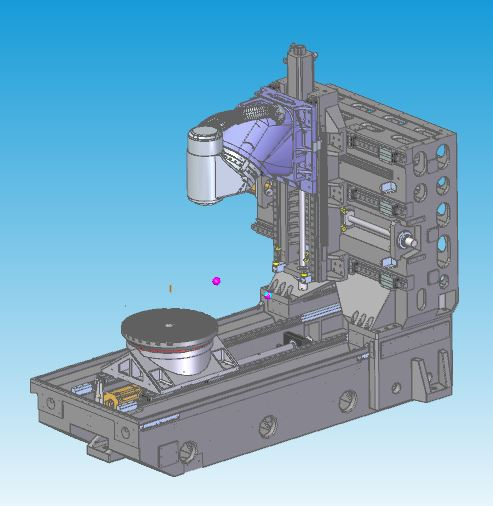
Taybetmendiyên Design | Sêwirana Analîza Hilberîna Têl Mekanîkî ya çêtirîn
◆ Struktura avêtina termosymmetrîk-type qutiya tije, bi karanîna hesinê avêtina pola bilind a Meehanna
◆ Tendurist û dermankirina pîrbûna xwezayî ji bo rakirina stresa hundurîn
◆ Vibrasyona frekansa xwezayî ya strukturel stresa hilberandina materyalê ji holê radike
◆ Dîwarê berfireh û sêwirana stûna bi qayîmbûna bilind-qada mezin dikare hişkbûn û rastbûna statîk û dînamîkî bi bandor baştir bike
◆ Ajokera pêça sarbûna vala ya sê-texlî
3.2 Spindle Elektrîk

Taybetmendiyên Design
◆ Li gorî taybetmendiyên makîneyên xwe, lêkolîn û pêşveçûn û hilberîna serbixwe.
◆Çala taperê ya HSK-A63 di modela FH80P-C de tête pejirandin.
◆ Pergala sarbûna derveyî ji bo sarbûna gerokê bipejirînin, ku dikare bi bandor serîlêdana spindle elektrîkê piştrast bike.
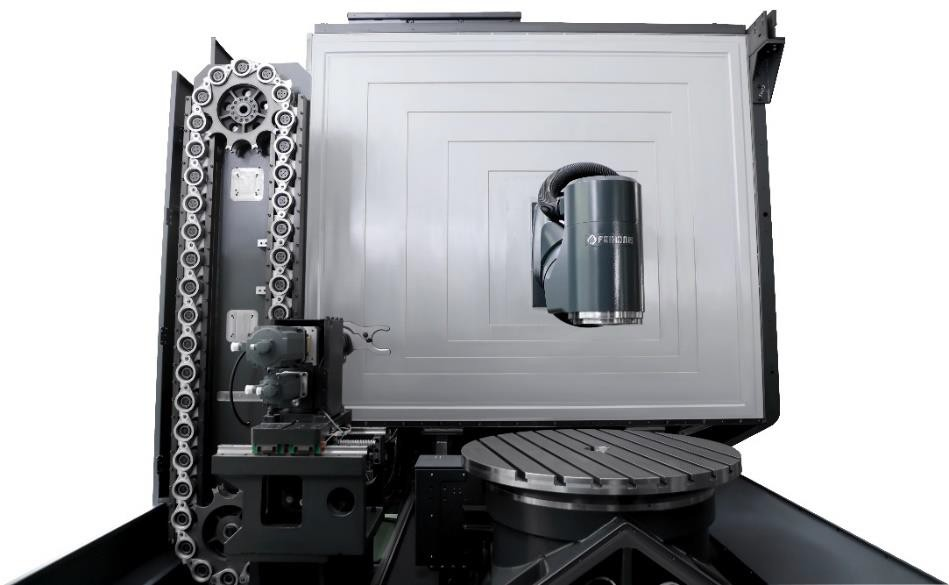
3.3 CNC serê millingê hêlînê (xebata B)

Taybetmendiyên Design
◆ Sêwiran û hilberîna serbixwe.
◆ Zencîreya veguhestina zero ya motora DD-ya çêkirî bêyî sêwirana paşverû.
◆ Taybetmendiyên leza bilind.
◆Kurttirîn dirêjahiya di navbera xala pozê amûrê ya spindle û xala piştevaniya avahîsaziyê de hişkiya herî zêde ya birkirinê nas dike.
◆ Hilgirtina YRT ya mezin hişkbûnê çêtir dike.
◆ Bi pergala pîvandinê ya şîfrekerê zivirî ya bêkêmasî ya HEIDENHAIN RCN8380, bi tevahî kontrolkirina lûkê girtî, da ku rastbûna çêtirîn peyda bike.
◆ Sêwirana pergala sarbûnê ya B-aksê veguheztina germê kêm dike.
3.4 Tabloya zivirî (tabloya eksê C)

Taybetmendiyên Design
◆ Sêwiran û hilberîna serbixwe.
◆ Zencîreya veguhestina zero ya motora DD-ya çêkirî bêyî sêwirana paşverû.
◆ Taybetmendiyên bersiva lezbûn û kêmbûnê ya bilind.
◆Hilgirtina YRT ya mezin hişkbûnê zêde dike.
◆ Bi pozîsyona sifrê û amûra girtina torka ajotinê ya bi nirxa mezin
◆ Pêdiviyên mêlandinê bicîh bînin, destwerdana perçeya xebatê kêm bikin û rastbûna hilberê baştir bikin.
◆ Bi HEIDENHAIN pergala pîvandinê ya şîfrekera zivirî ya pêbawer a bilind, kontrola bi tevahî-loop girtî ye ku rastbûna çêtirîn peyda bike.
◆ Sêwirana pergala sarkirinê ji bo kêmkirina veguheztina germê.
3.5 Pergala Kontrolê

Taybetmendiyên Design
◆ Sêwiran û hilberîna serbixwe.
◆ Zencîreya veguhestina zero ya motora DD-ya çêkirî bêyî sêwirana paşverû.
◆ Taybetmendiyên bersiva lezbûn û kêmbûnê ya bilind.
◆Hilgirtina YRT ya mezin hişkbûnê zêde dike.
◆ Bi pozîsyona sifrê û amûra girtina torka ajotinê ya bi nirxa mezin
◆ Pêdiviyên mêlandinê bicîh bînin, destwerdana perçeya xebatê kêm bikin û rastbûna hilberê baştir bikin.
◆ Bi HEIDENHAIN pergala pîvandinê ya şîfrekera zivirî ya pêbawer a bilind, kontrola bi tevahî-loop girtî ye ku rastbûna çêtirîn peyda bike.
◆ Sêwirana pergala sarkirinê ji bo kêmkirina veguheztina germê.
3.5 Pergala Kontrolê
Taybetmendiyên Design
◆ Sêwiran û hilberîna serbixwe.
◆ Hilbijartina amûr û guheztina amûrê motora servo bikar tîne da ku çalakiya termînalê kontrol bike, ya ku aramtir û rasttir e.
◆ Bi fonksiyona rêveberiya amûrê ya Siemens840DSL re, rêveberiya amûrê bikêrtir e.
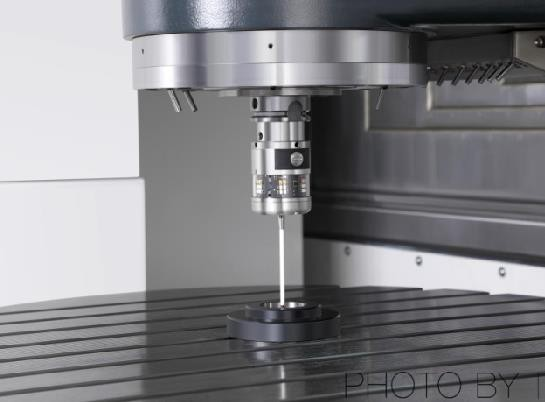
3.7 Damezrandina amûra hilkêşbar
Taybetmendiyên Design
◆ Bi sazkerê amûrê Ransishaw TS27R bi rastbûna bilindtir ve hatî çêkirin.
◆ Vesazkirina amûra otomatîkî ya li ser makîneyê, nûvekirina otomatîkî ya tezmînata amûrê.
◆ Amûra mîhengkirina amûrê dikare were hildan û daxistin da ku cîhê rûbera pêvajoyê xilas bike.
◆ Sêwirana pelê metalê ya bi tevahî girtî ji bo parastina sazkerê amûrê ji zirara av û pelikên hesin di dema pêvajoyê de.
3.8 sondaya Înfrasor
Taybetmendiyên Design
◆ Bi sondaya optîkî ya tetikê ya Ransishaw RMP60 ve girêdayî ye.
◆ Lihevkirina perçeya xebatê ya li ser makîneyê û vekolîna mezinbûnê dikare xeletiyên kontrolkirina destan kêm bike û rastbûna hilberê û karbidestiya pêvajoyê baştir bike.
◆ 90% teserûf di dema arîkariya serboriyê de.
3.9 Parastina Ewlekariya pelê metal
3.10 Xuyabûn
Sêwirana serpêhatiya navenda makînekirina pênc-texsî ya rêze FH bi standardên ewlehiyê yên hişk ên CE re tevdigere. Pîvaza metalê ya bi tevahî qelandî rê nade ku operator di dema pêvajoyê de bi xeletî têkeve qada xebatê, û di heman demê de pêşî li karanîna şilava birrîna tansiyona bilind an çîpên ji makîneyê digire, ji bilî tabloya navên hişyariyê. , Deriyê operasyonê di heman demê de ji bo pêşîgirtina qezayên di dema xebitandinê an lênêrînê de bi guhezek ewlehiyê ve hatî çêkirin. Û xwedan pencereyek pepek mezin e, ku ji bo operator rehet e ku kar û xebata makîneyê fam bike.
3.11 Paqijkirin
Ji bo parastina çîpên ku di dema xebitandinê de têne hilberandin, çîpên ku di dema xebatê de têne hilberandin biparêzin, ji qutkirina rijandinê dûr bixin û zirarê bidin mekanîzmayên din, kapaxê teleskopîk û pelê metalê parastinê bikar bînin.





